Le 07 Juillet 2020
Train de 1.241A : contrepoids augmentés
Six commandes coup sur coup pour notre train de roues de 1.241A, ce n'est pas rien !
Alors nous avons eu une idée, puisque les contrepoids des roues motrices de certaines machines ont évolué durant leur carrière nous allons évoluer nous aussi.
Jusqu'ici, les roues que nosu avons fournies avaient le contrepoids d'origine.
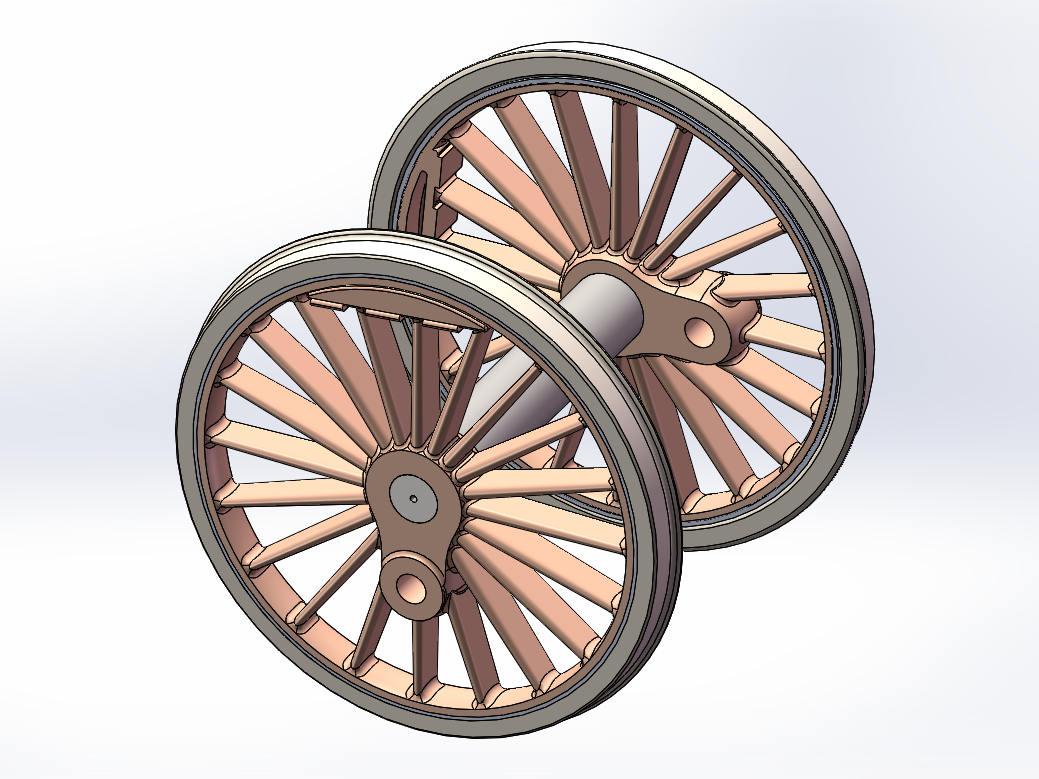
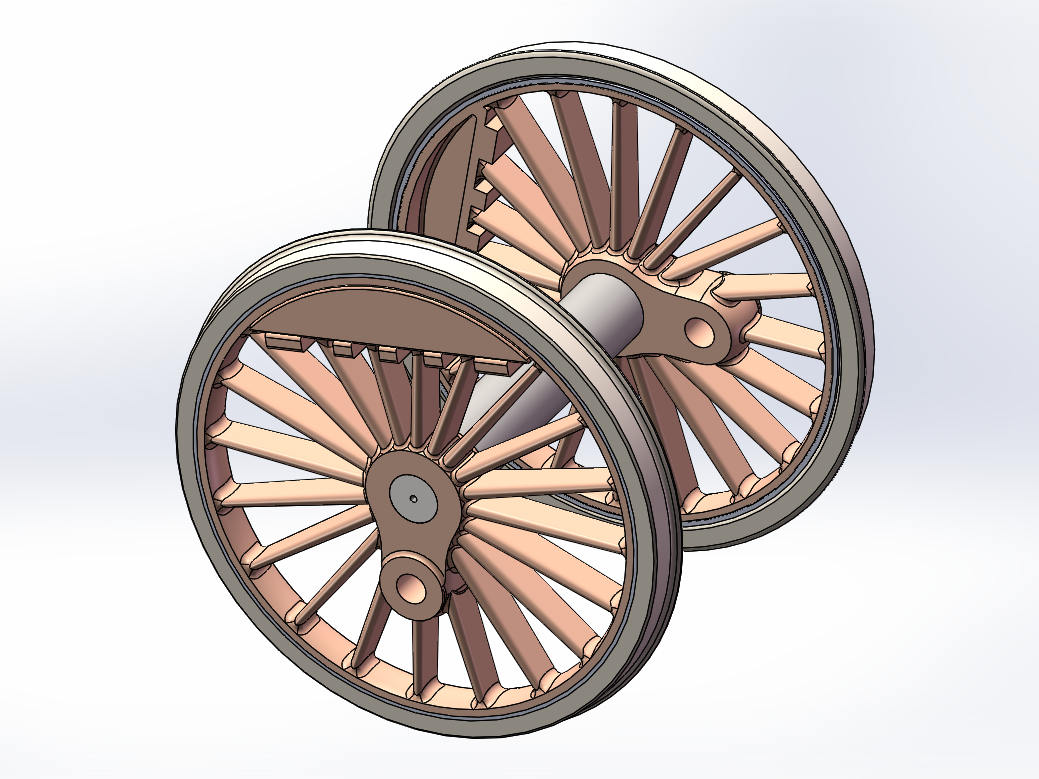
Voici une nouvelle variante avec des contrepoids augmentés !
Nous les montrons ici sur des roues Proto'87.
Six commandes coup sur coup pour notre train de roues de 1.241A, ce n'est pas rien !
Alors nous avons eu une idée, puisque les contrepoids des roues motrices de certaines machines ont évolué durant leur carrière nous allons évoluer nous aussi.
Jusqu'ici, les roues que nosu avons fournies avaient le contrepoids d'origine.
Voici une nouvelle variante avec des contrepoids augmentés !
Nous les montrons ici sur des roues Proto'87.
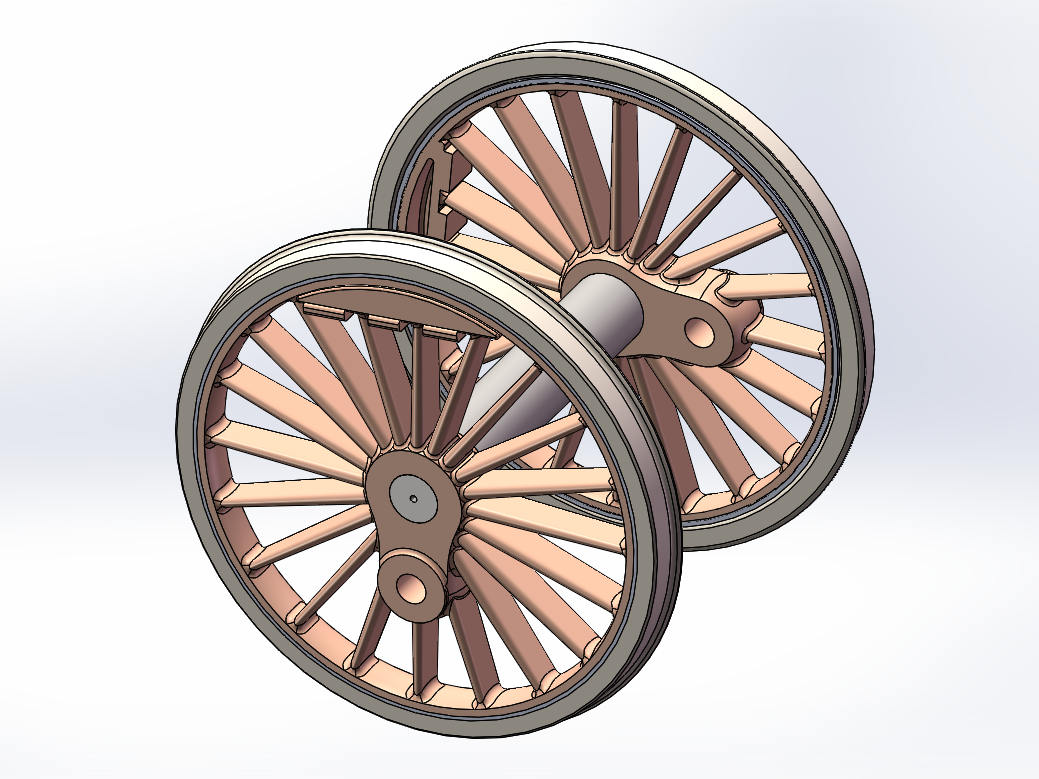
Chacun des trois modèles d'essieux peut désormais être paramétré lors de la commande par sa norme de roulement RP25-88 ou Proto'87, comme toujours, mais de plus un second choix permet d'opter pour les roues d'origine ou celles avec contrepoids augmenté.
Le train complet peut être paramétré de la même manière.
Ces roues à contrepoids augmenté sont lancées : dans cette période estivale leur livraison est pour cet automne.
les contrepoids d'origine restent disponibles.
Le train complet peut être paramétré de la même manière.
Ces roues à contrepoids augmenté sont lancées : dans cette période estivale leur livraison est pour cet automne.
les contrepoids d'origine restent disponibles.