Le 28 Juillet 2026
Une Brève en mode un peu dégradé
Nos pages du Guide du Militant ont de nombreux lecteurs : à notre agréable surprise, vous êtes bien plus que nous ne le pensions à les suivre régulièrement et à les lire, ce qui nous réjouit et confère une importance inattendue à ce travail de fond et nous amène à les rédiger avec autant de soin que possible, sans quitter un sujet avant de l'avoir épuisé jusqu'à ce que nous ayons abordé les différents aspects pratiques que nous jugeons pertinents.
Nous sommes en mode dégradé car nous développons de nombreux sujets en arrière-plan pour préparer de prochaines productions.
Ces sujets demandent eux aussi une étude approfondie qui s'effectue en parallèle avec la publication linéaire du Guide.
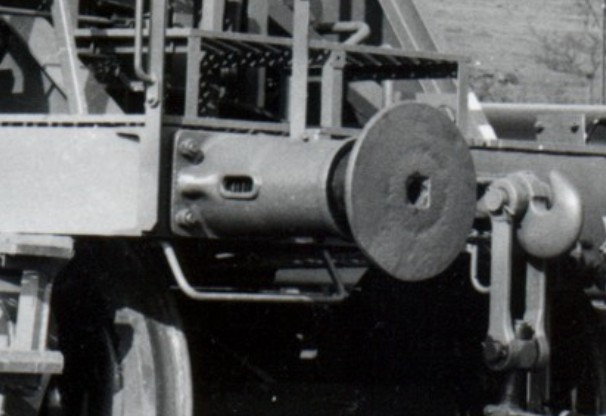
Premier exemple : l'application au Proto'87 de l'attelage rigide.
Les normes NEM, RP25 et Proto'87 préconisent un attelage à élongation et, on l'a vu, de nombreuses mises en garde à ceux qui voudraient circuler à tampons joints.
Pourtant, les adeptes du Proto'87 sont réticents, selon nous, par méconnaissance des effets de l'ensemble attelage à vis et tampons.
Voici l'approche que nous proposons pour un roulement réaliste dans une transposition fiable : nous y reviendrons, bien entendu !
Nos pages du Guide du Militant ont de nombreux lecteurs : à notre agréable surprise, vous êtes bien plus que nous ne le pensions à les suivre régulièrement et à les lire, ce qui nous réjouit et confère une importance inattendue à ce travail de fond et nous amène à les rédiger avec autant de soin que possible, sans quitter un sujet avant de l'avoir épuisé jusqu'à ce que nous ayons abordé les différents aspects pratiques que nous jugeons pertinents.
Nous sommes en mode dégradé car nous développons de nombreux sujets en arrière-plan pour préparer de prochaines productions.
Ces sujets demandent eux aussi une étude approfondie qui s'effectue en parallèle avec la publication linéaire du Guide.
Premier exemple : l'application au Proto'87 de l'attelage rigide.
Les normes NEM, RP25 et Proto'87 préconisent un attelage à élongation et, on l'a vu, de nombreuses mises en garde à ceux qui voudraient circuler à tampons joints.
Pourtant, les adeptes du Proto'87 sont réticents, selon nous, par méconnaissance des effets de l'ensemble attelage à vis et tampons.
Voici l'approche que nous proposons pour un roulement réaliste dans une transposition fiable : nous y reviendrons, bien entendu !
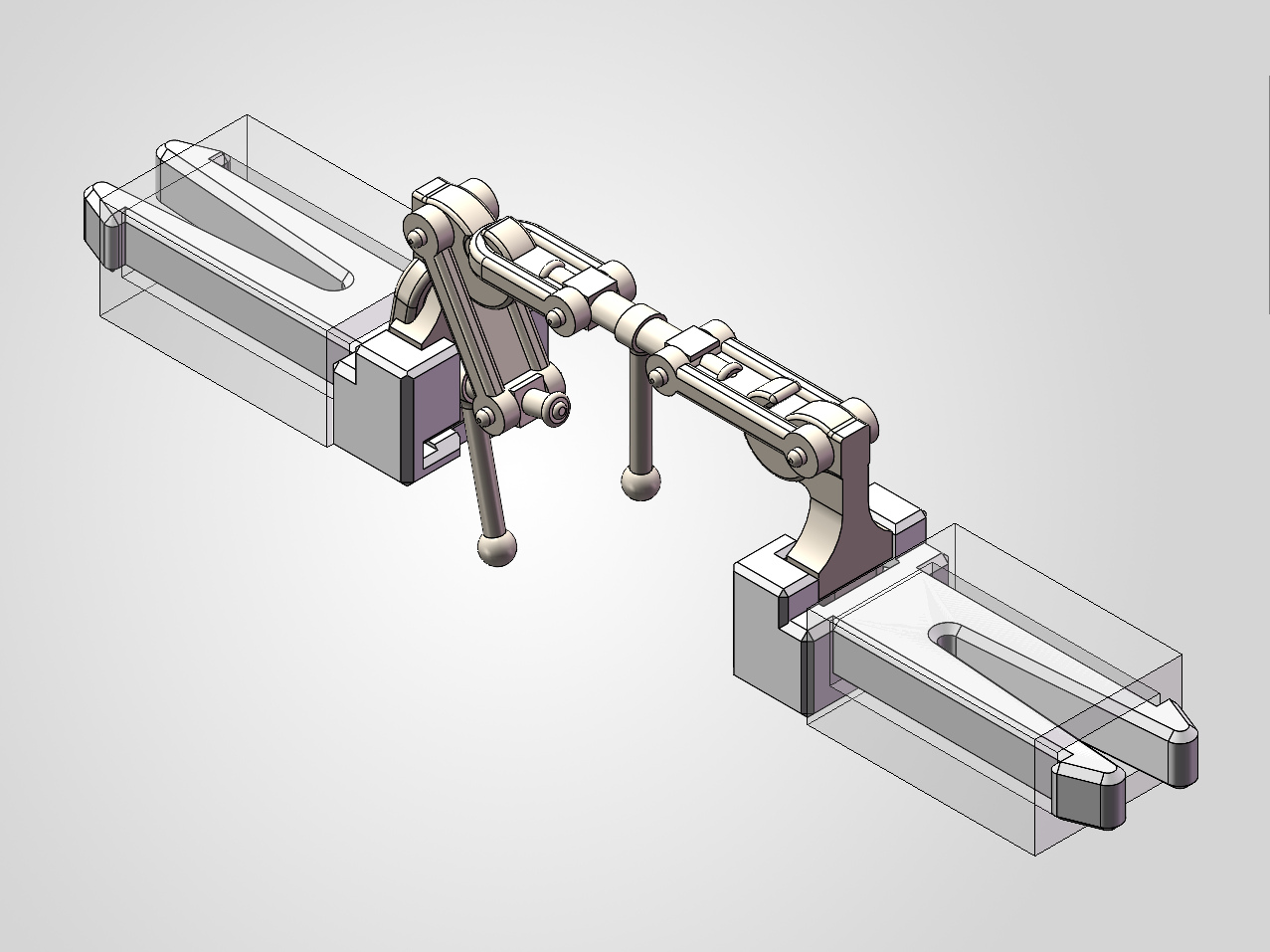
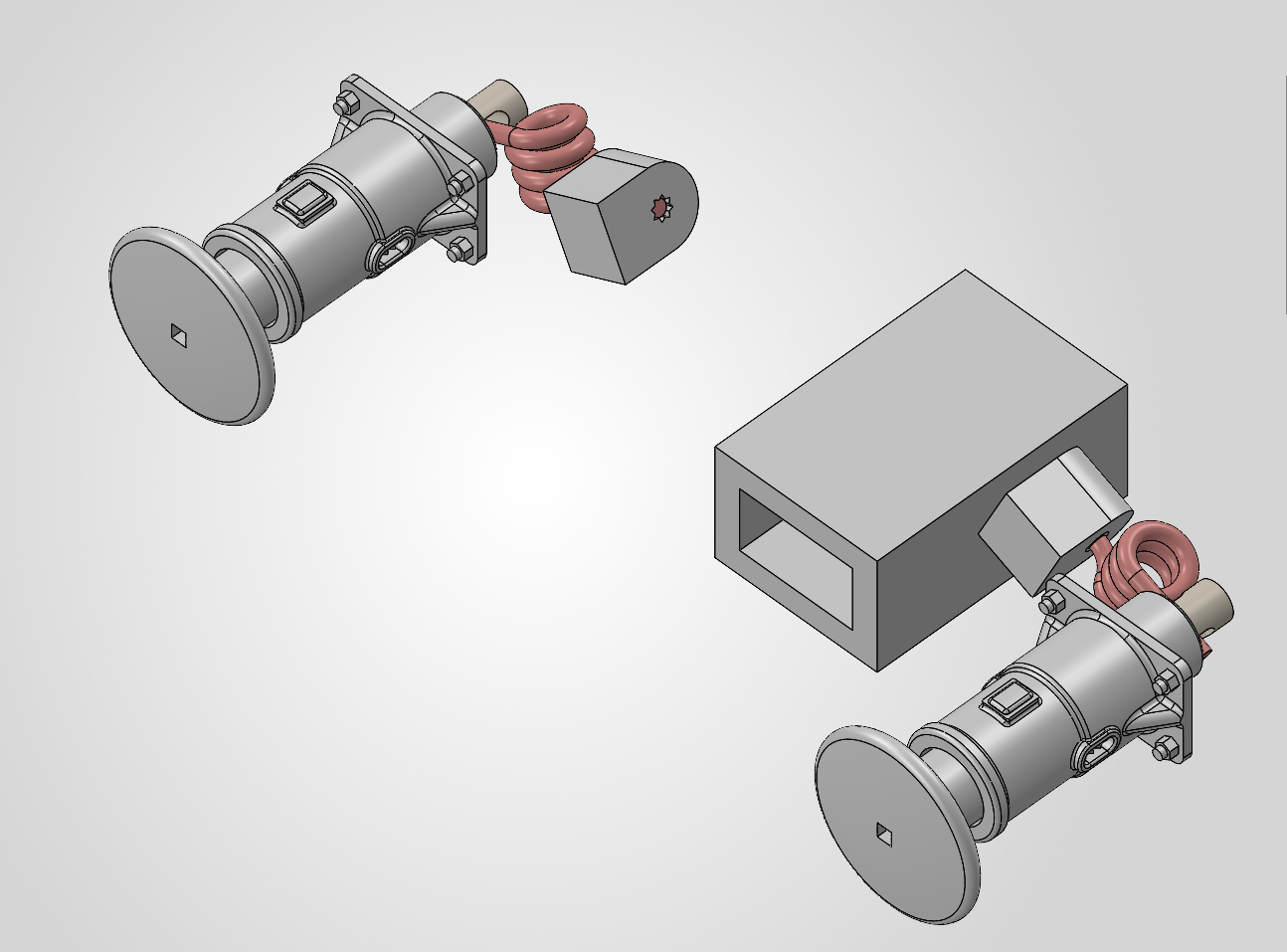
Une nouvelle approche de l'attelage à vis
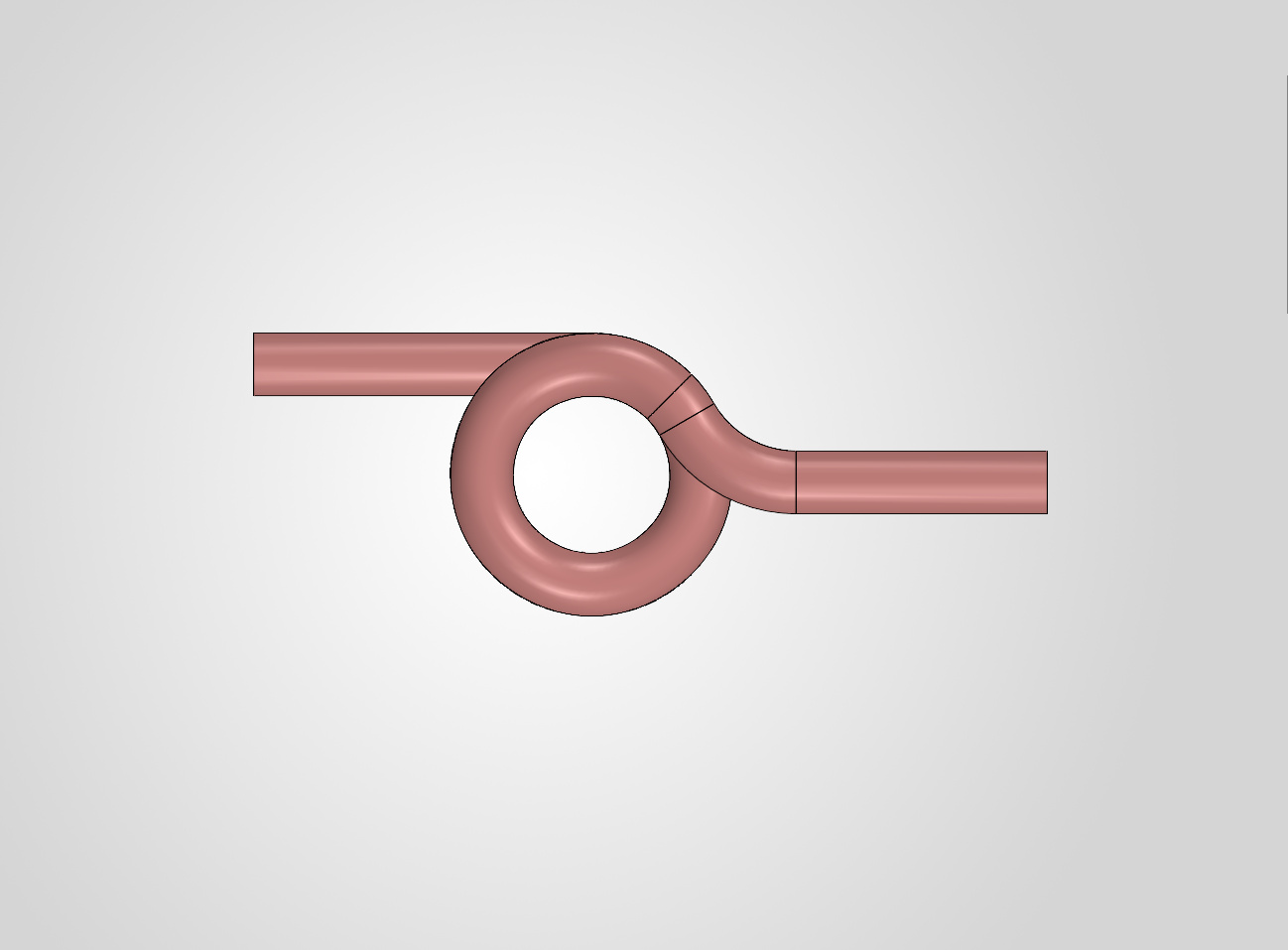
Pour nos amis Protoïstes qui souhaitent utiliser un attelage à vis fonctionnel en ayant la sagesse de se restreindre aux manoeuvres, cette approche associe un grand réalisme à la sécurité isostatique.
Cette approche est utilisable aussi en normes NEM et RP25-88.
La fonction de l'attelage n'est plus la même : avant, on pouvait la résumer par "sois beau et tais-toi" alors que maintenant, nous voulons l'intégrer de plein droit dans la fonction de couplage de véhicules, tout en le restreignant aux conditions de manoeuvre.
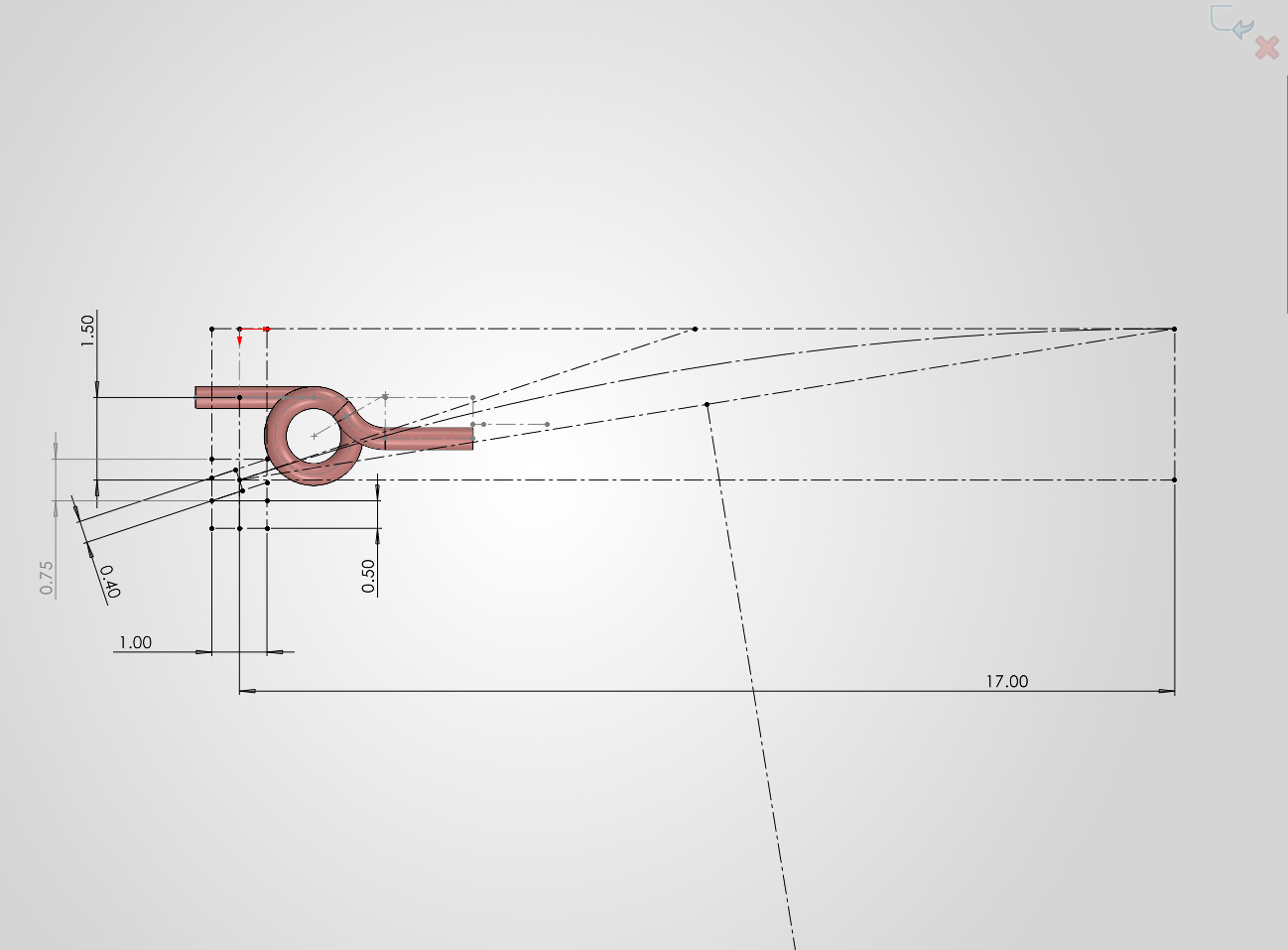
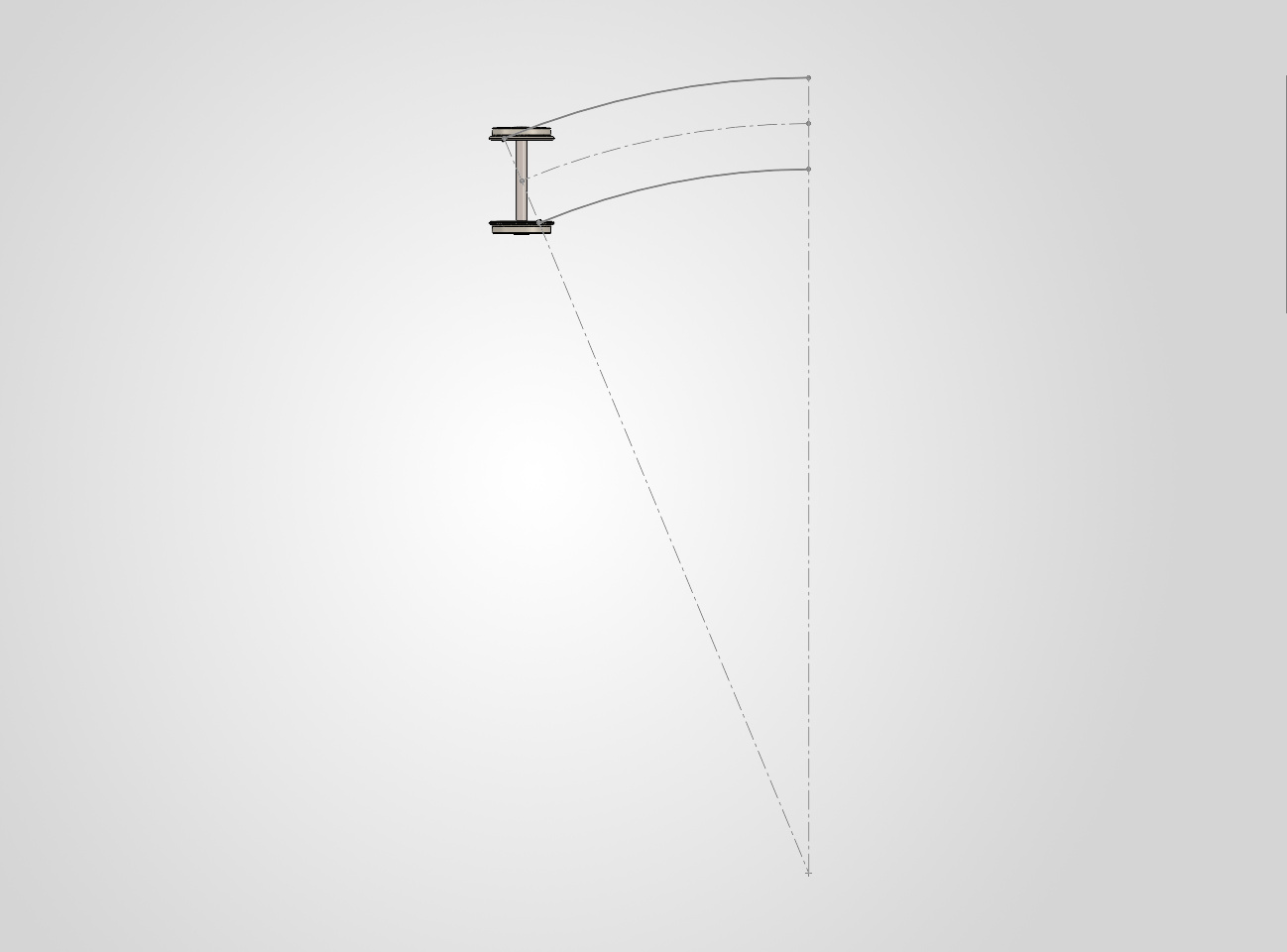
Nous n'appliquons que partiellement la norme NEM 370 sur l'ouverture dans la traverse de tamponnement, qui définit l'ouverture comme faisant partie du guidage du crochet.
Nous créons un point de pivotement un peu en arrière.
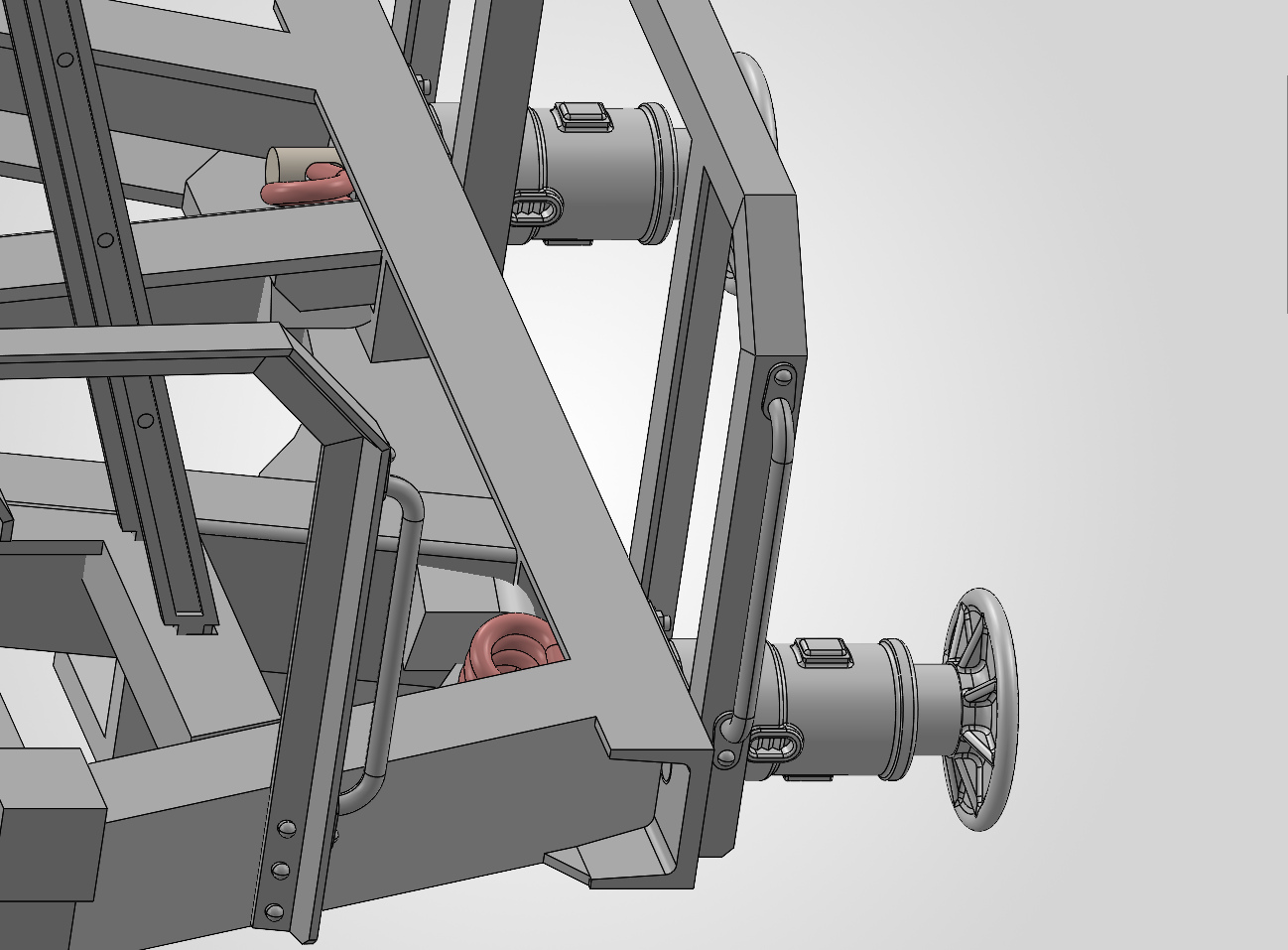
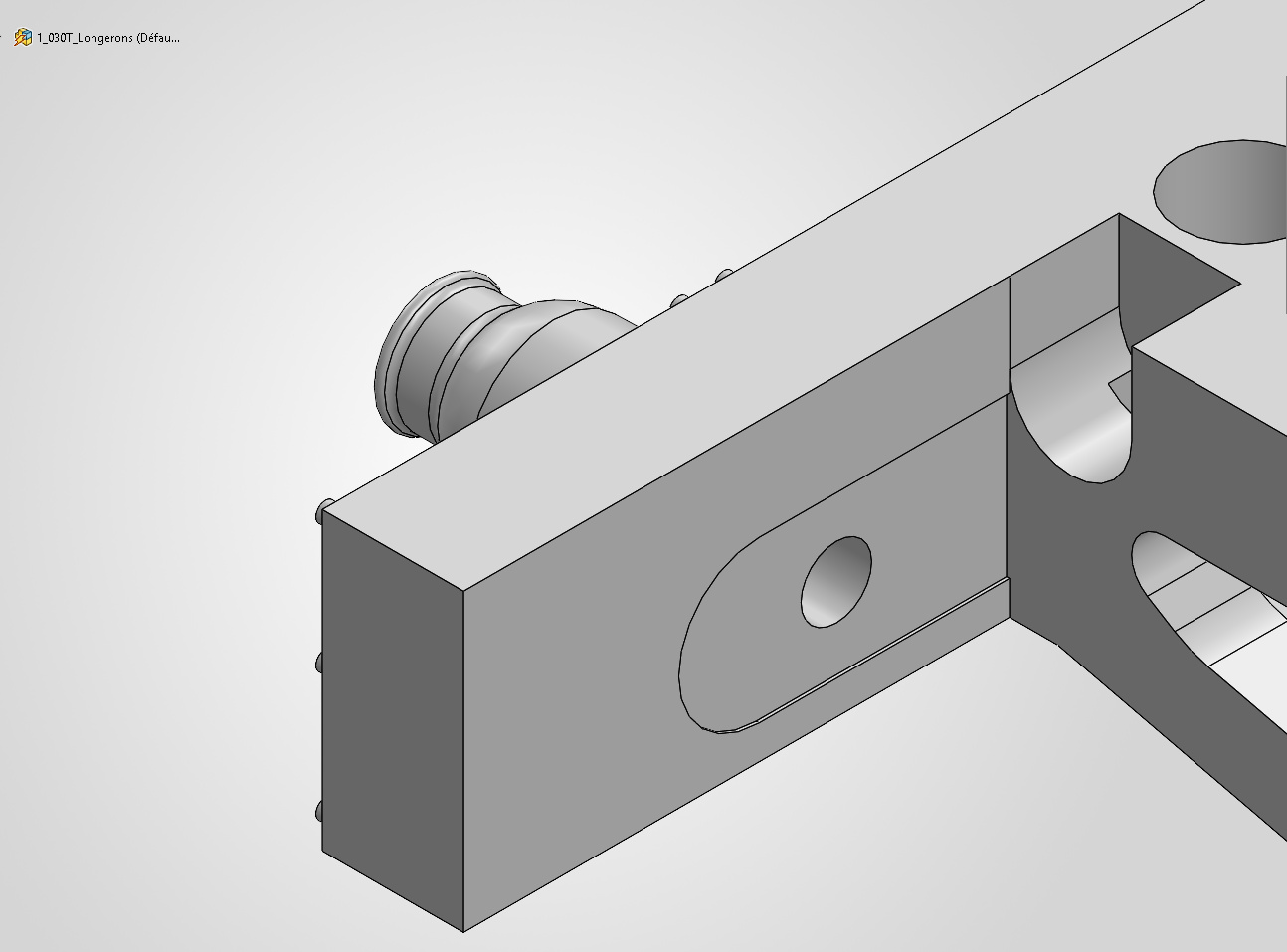
L'ensemble introduit des fonctions que nous nous réjouissons de tester à fond avant de vous les présenter.
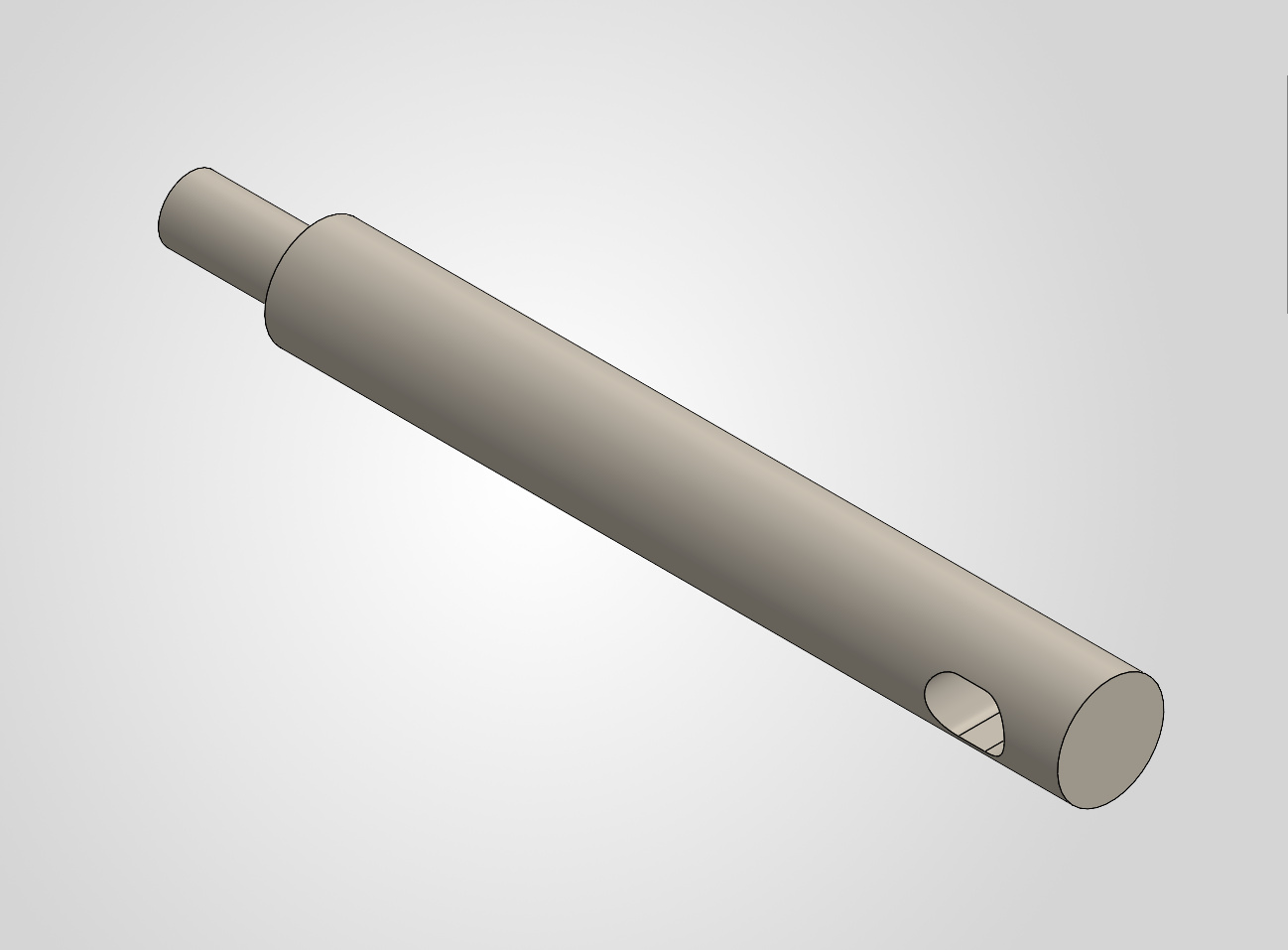
Il n'est pas réalisable en plastique injecté mais peut être rapporté ou intégré à un véhicule imprimé en 3D, moyennant des précautions essentielles sur lesquelles nous reviendrons.
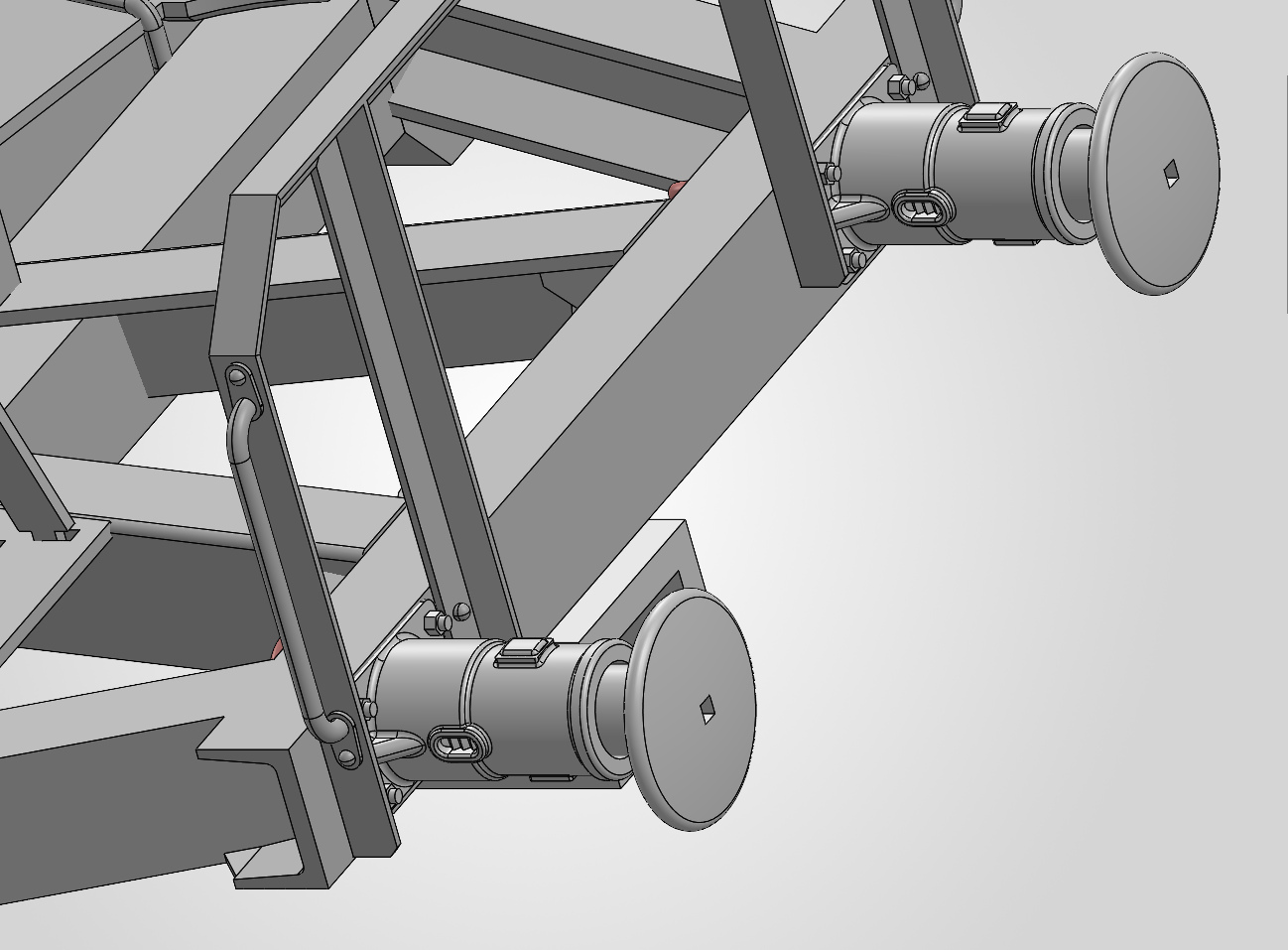
Mais avec l'arrivée imminente de nombreux décolletages spécifiques à notre approche militante pour la Roue Juste, nous allons passer directement au sujet des roues proprement dites.
Ne manquez pas nos prochaines Brèves car nous vous y présenterons ces nouveaux composants !
Pour nos amis Protoïstes qui souhaitent utiliser un attelage à vis fonctionnel en ayant la sagesse de se restreindre aux manoeuvres, cette approche associe un grand réalisme à la sécurité isostatique.
Cette approche est utilisable aussi en normes NEM et RP25-88.
La fonction de l'attelage n'est plus la même : avant, on pouvait la résumer par "sois beau et tais-toi" alors que maintenant, nous voulons l'intégrer de plein droit dans la fonction de couplage de véhicules, tout en le restreignant aux conditions de manoeuvre.
Nous n'appliquons que partiellement la norme NEM 370 sur l'ouverture dans la traverse de tamponnement, qui définit l'ouverture comme faisant partie du guidage du crochet.
Nous créons un point de pivotement un peu en arrière.
L'ensemble introduit des fonctions que nous nous réjouissons de tester à fond avant de vous les présenter.
Il n'est pas réalisable en plastique injecté mais peut être rapporté ou intégré à un véhicule imprimé en 3D, moyennant des précautions essentielles sur lesquelles nous reviendrons.
Mais avec l'arrivée imminente de nombreux décolletages spécifiques à notre approche militante pour la Roue Juste, nous allons passer directement au sujet des roues proprement dites.
Ne manquez pas nos prochaines Brèves car nous vous y présenterons ces nouveaux composants !