La cire directe
Modèles-maîtres en moulage à la cire directe
| A l'occasion de la sortie de notre gamme de commandes funiculaires PLM et CP, nous sommes heureux d'inaugurer la technique de moulage par cire directe dans les applications modélistes ! Jusqu'ici, nous avons réalisé nos modèles maîtres par stéréolithographie. Cette excellente technique produit des pièces très satisfaisantes avec l'épaisseur de couche que nous utilisons (25 microns le plus souvent), mais son principe même impose un moule intermédiaire. La couche est fine, mais pas assez pour éviter la reprise manuelle par polissage des escaliers créés sur les faces presque horizontales, d'autant plus gênants que la pente est faible. D'autre part, la pression dans le moule intermédiaire fait que les parois minces ont tendance à bomber en leur milieu. |
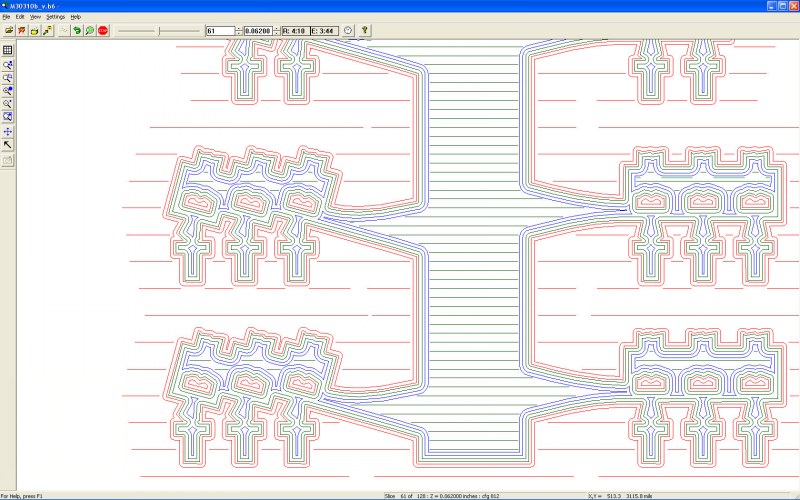
Désormais, chaque fois que nous l'estimerons nécessaire, nous utiliserons la technique de la cire directe que nous décrivons ici. Au lieu de polymériser la surface d'un liquide comme dans la stéréolithographie epoxy, la machine projette de la cire puis ramène la couche projetée à la hauteur souhaitée. Le volume à modeler est représenté par un fichier de géométrie, les surfaces sont décomposées en triangles (format STL). Une traduction est nécessaire, elle s'effectue par un logiciel associé à la machine qui convertit les strates à modeler. |
Voici une strate et son traitement :
|
| La couche descend à 12 microns et devient le plus souvent indiscernable. La machine comporte deux types de buses car elle utilise deux cires différentes :
|
|

|
| Il faut décoller le modèle de la plaque, ce qui impose certaines astuces au concepteur. Les deux cires n'ont pas le même point de fusion, ce qui permet de débarasser notre modèle de la cire de support en le chauffant progressivement dans un bain de pétrole. S'ensuit un patient nettoyage pour débarasser la cire de modèle des minuscules copeaux qui l'encombrent. La cire est reproduite en argent sans moule intermédiaire, d'où le nom de la méthode. On voit que les plaques minces (0.4 mm) n'ont subi aucune déformation, les arêtes sont parfaitement vives, l'état de surface brut est déjà excellent. |

|

|
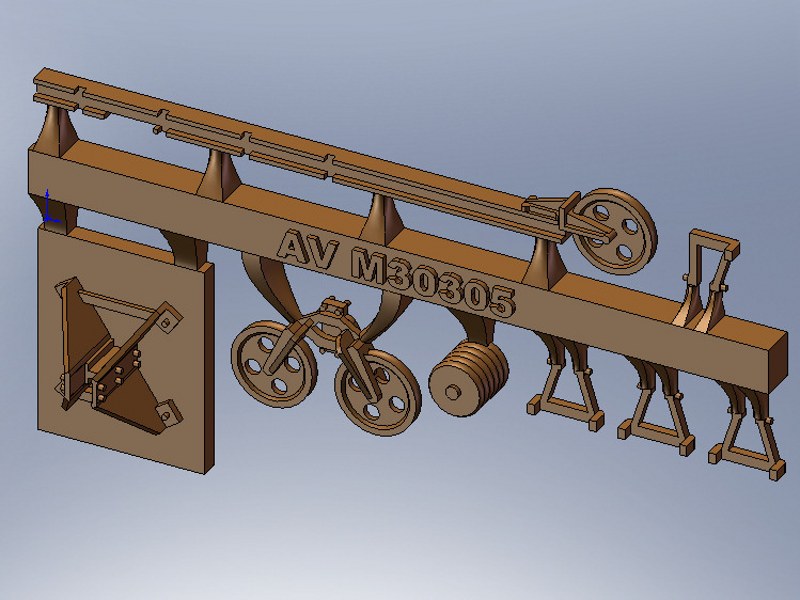
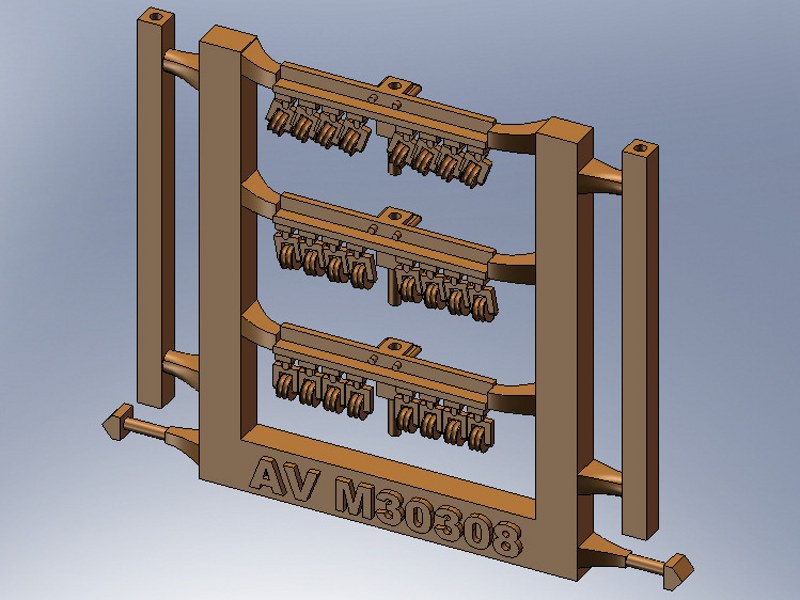
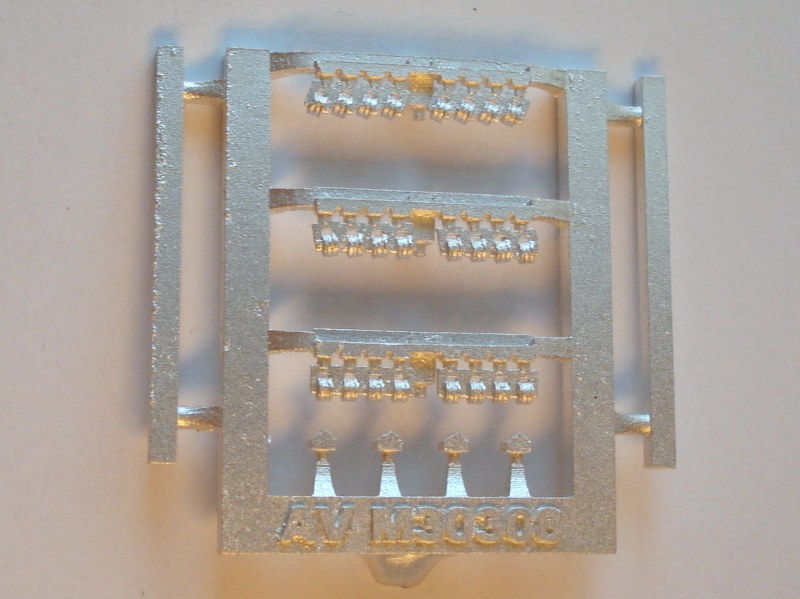
| Second exemple avec cette grappe représentant des poulies funiculaires en suspension sous des fers accrochés à un matereau selon la pratique du PLM. C'est la petitesse des détails qui crée ici la difficulté, en particulier sur les poulies à gorge (diamètre extérieur : 1.04 mm !). Certains détails du plan ont été modifiés pour faciliter le traitement par la méthode de la cire directe, comme le déplacement des chapeaux de matereau trop fragiles quand ils étaient à l'extérieur de la grappe. |
|
|
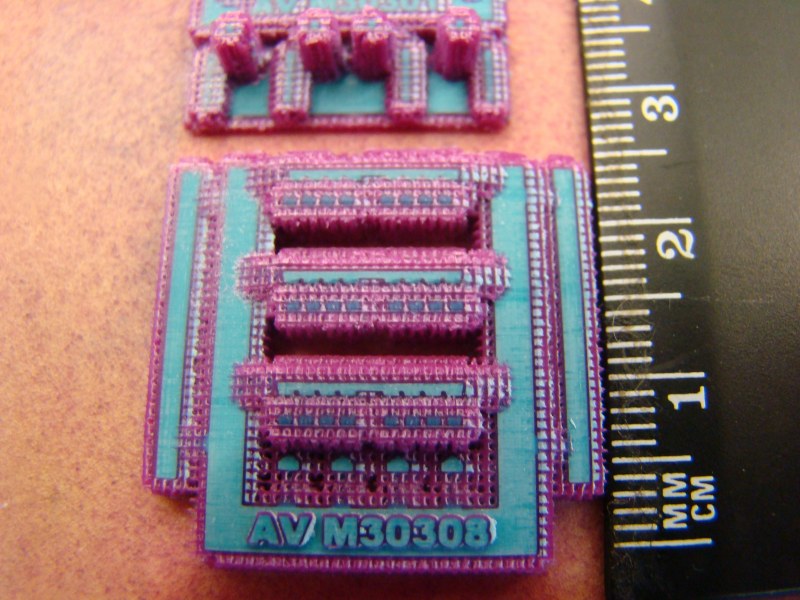
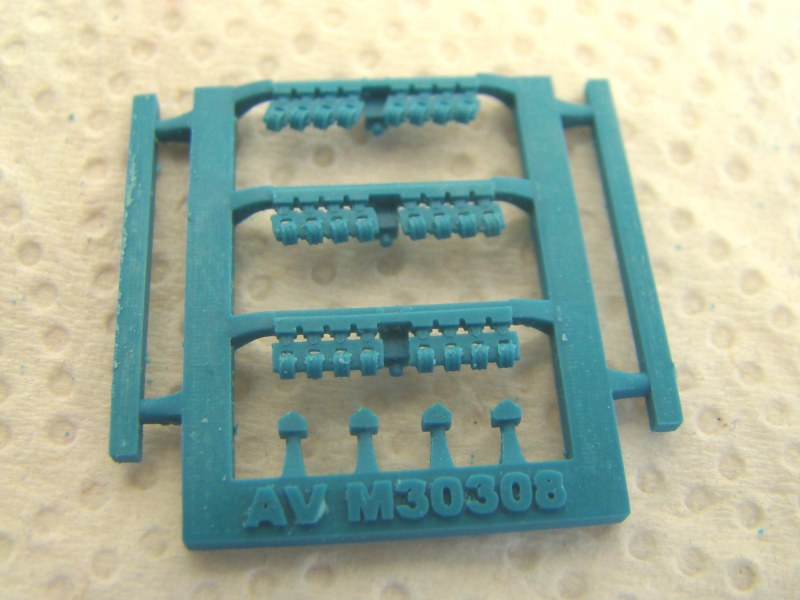
| Voici la cire de modèle à la sortie du bain... Les détails viennent parfaitement, tels que les gorges des poulies alors que celles-ci ne mesurent que 0.3 mm de large. Ainsi modifié, le dessin est parfaitement converti en modèle maître argent et nous donne toute satisfaction. Cette pièce n'aurait pas pu sortir de stéréolithographie epoxy avec les techniques actuellement accessibles chez notre fondeur, que nous félicitons et remercions ici pour sa ténacité lors de ces essais passionnants ! Décidément, la fonderie est bien un art... |
|
|
Il va sans dire que toutes nos pièces qui nécessitent à nos yeux ce traitement seront ainsi traitées désormais, à moins que nous ne trouvions mieux encore...
Par exemple, les pièces de notre Boîte à Sel et en particulier ses roues, qui devraient marquer une étape dans la finesse des modèles pour cette raison, et pour une autre que vous découvrirez bientôt !
Vous retrouverez les détails de notre gamme de pièces pour transmission funiculaire sur cette page.
Bien entendu, la surprise que nous vous réservons pour bientôt mettra elle aussi cette nouvelle technique en oeuvre.