Le 14 Décembre 2022
[Proto 87] Comprendre de quoi il retourne...
Tel était le titre d'un fil de discussion sur un forum sans éthique ni modération en septembre dernier, à propos d'aiguillages à construire.
On y lit sous le clavier de PLM 69, qu'au lieu d'outils Apogée Vapeur, on peut utiliser un lapidaire et une cale angulaire avec un résultat rapide et très précis.
On le lit sans le voir, car jusqu'ici je n'ai pas vu cette technique mise en image en France.
On voit aussi l'outil en résine à usage unique de cyp, j'ai un doute car c'est flexible et tendre !
Tel était le titre d'un fil de discussion sur un forum sans éthique ni modération en septembre dernier, à propos d'aiguillages à construire.
On y lit sous le clavier de PLM 69, qu'au lieu d'outils Apogée Vapeur, on peut utiliser un lapidaire et une cale angulaire avec un résultat rapide et très précis.
On le lit sans le voir, car jusqu'ici je n'ai pas vu cette technique mise en image en France.
On voit aussi l'outil en résine à usage unique de cyp, j'ai un doute car c'est flexible et tendre !

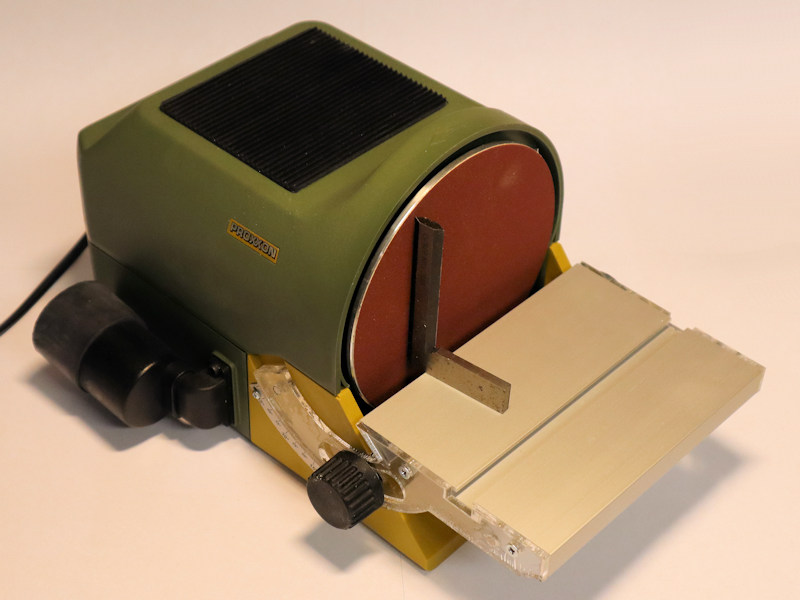
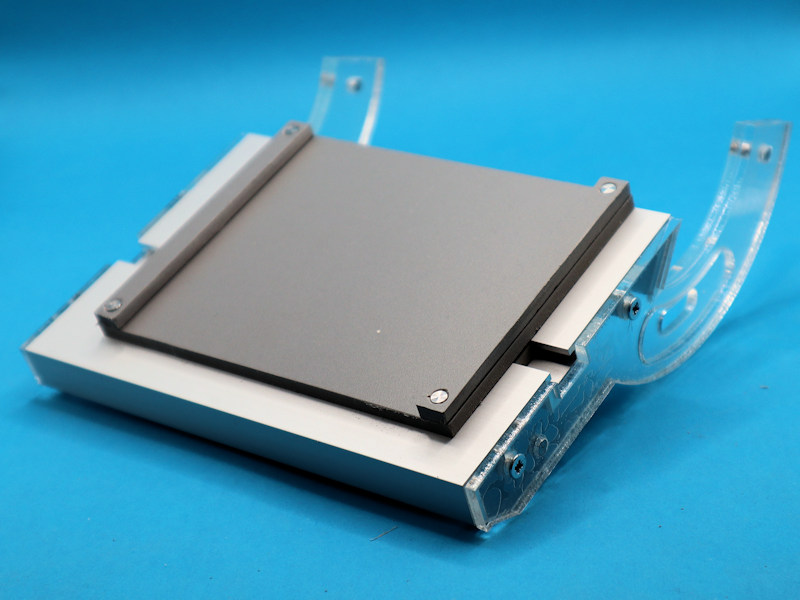
Alors on s'y met avec un lapidaire Proxxon.
Le problème de cet outil, c'est que le plan de travail est à la hauteur de l'axe du plateau abrasif, bien trop haut pour ce que nous voulons faire.
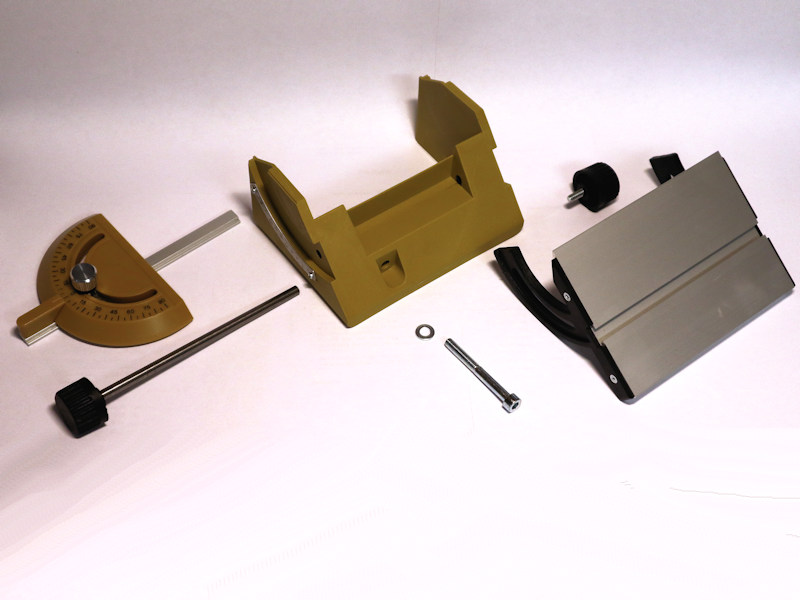
Il est facile de démonter le rapporteur, la table avec ses glissières arrondies permettant de changer l'angle, ce qui ne nous arrange pas du tout, et la partie amovible du boîtier ; on démonte aussi les glissières arrondies qui seront remplacées.
Le problème de cet outil, c'est que le plan de travail est à la hauteur de l'axe du plateau abrasif, bien trop haut pour ce que nous voulons faire.
Il est facile de démonter le rapporteur, la table avec ses glissières arrondies permettant de changer l'angle, ce qui ne nous arrange pas du tout, et la partie amovible du boîtier ; on démonte aussi les glissières arrondies qui seront remplacées.
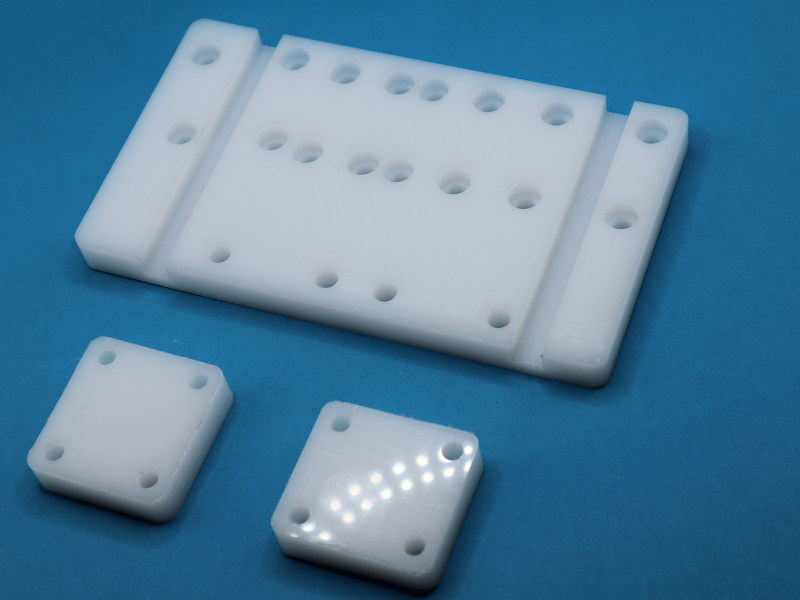
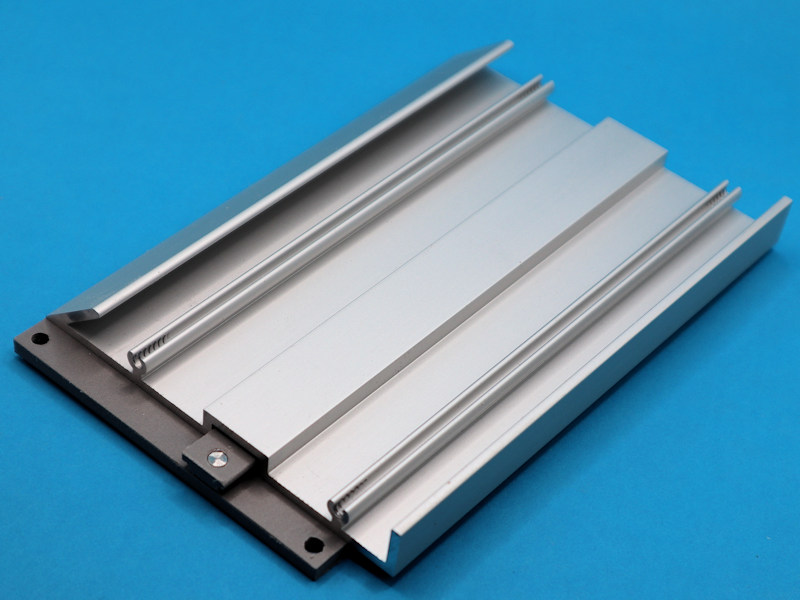
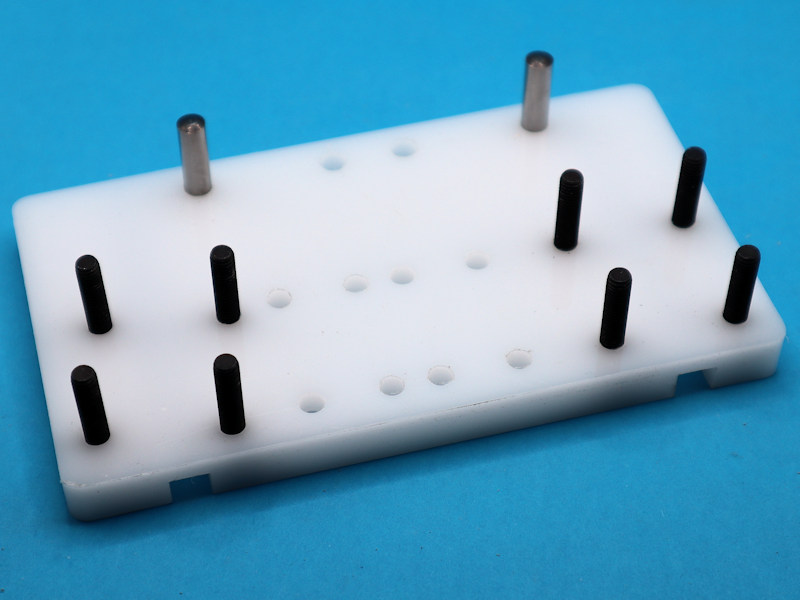
Un petit coup de CNC plus tard, voici une légère variation de la plaque de base Posajust, qui est adaptée à tous les outils VMM Apogée Vapeur.
Usinés aussi à la CNC dans une plaque de PVC parce que c'était ce que j'avais dans l'atelier à la bonne épaisseur, voici des lardons, une coulisse et une table croisée qui vont bien.
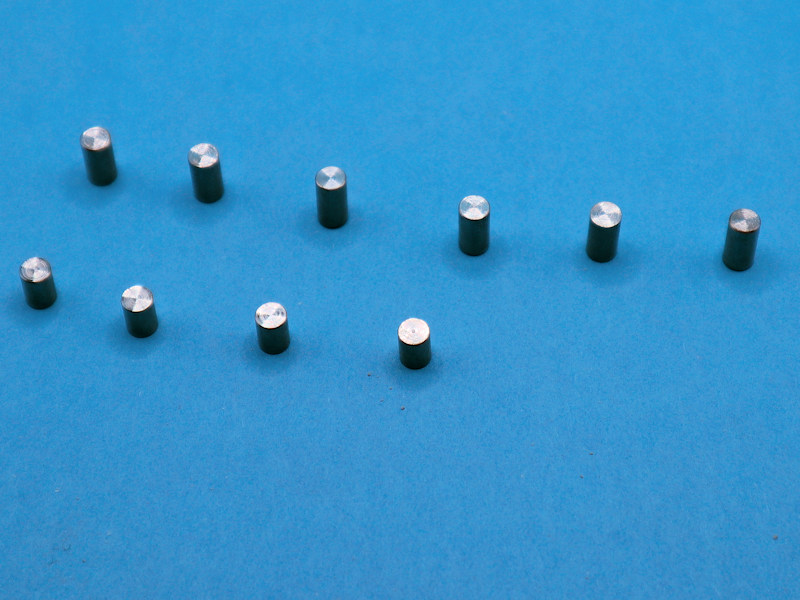
On passe au tour pour créer quelques piges en inox de diamètre 4 mm.
Usinés aussi à la CNC dans une plaque de PVC parce que c'était ce que j'avais dans l'atelier à la bonne épaisseur, voici des lardons, une coulisse et une table croisée qui vont bien.
On passe au tour pour créer quelques piges en inox de diamètre 4 mm.
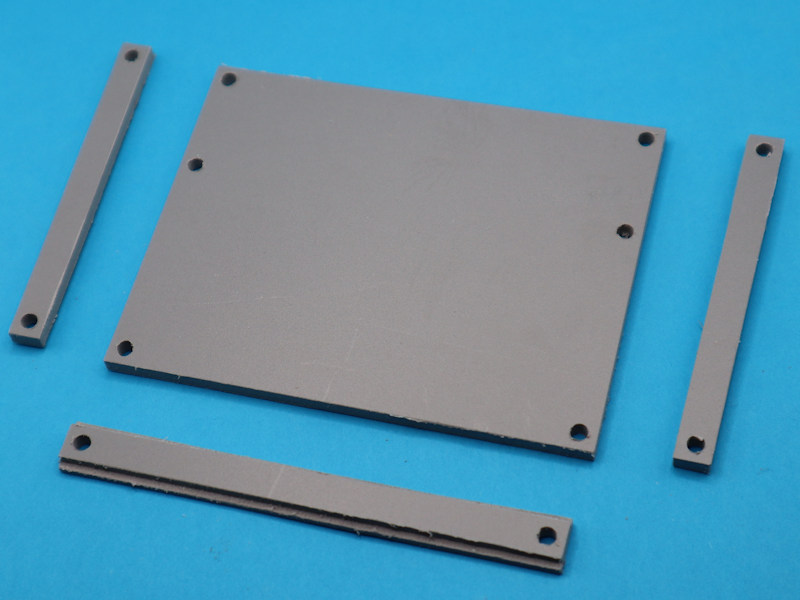
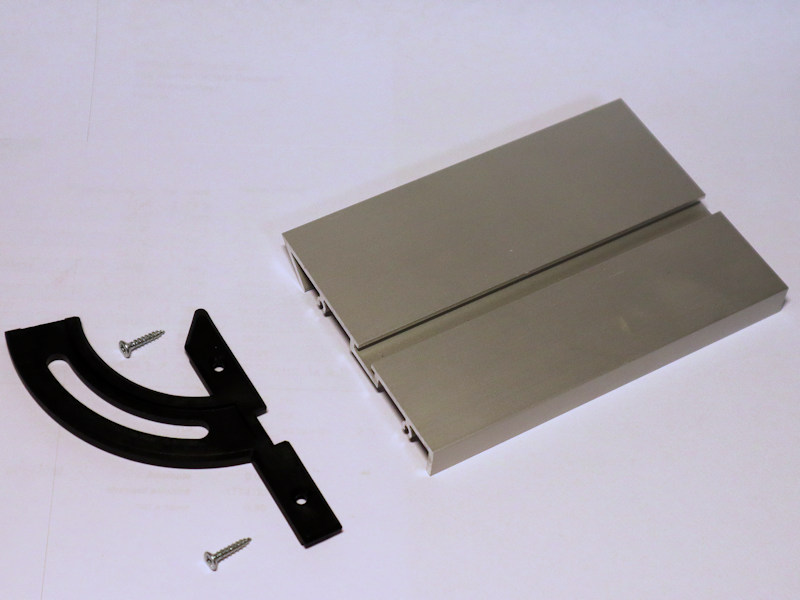
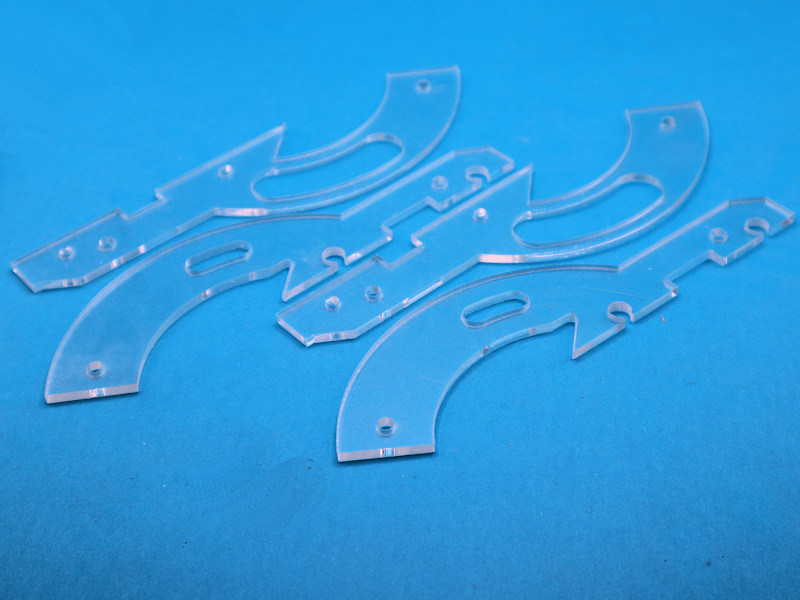
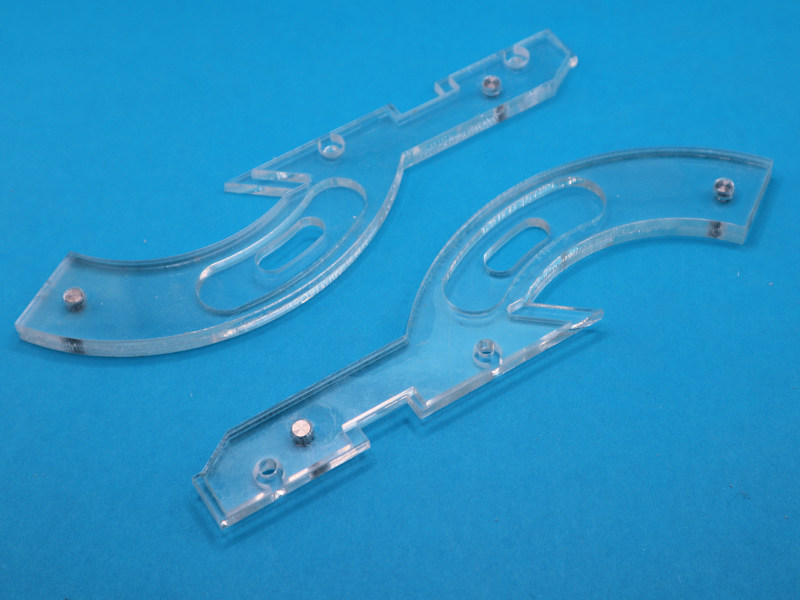
En épaisseur 3 mm j'avais du plexiglas en stock.
Le voici découpé au laser pour créer ces glissières arrondies de remplacement en deux épaisseurs, qui remplacent celles d'origine en repositionnant la table.
On empile et on positionne avec les piges vues ci-dessus.
Le voici découpé au laser pour créer ces glissières arrondies de remplacement en deux épaisseurs, qui remplacent celles d'origine en repositionnant la table.
On empile et on positionne avec les piges vues ci-dessus.
Deux autres piges pour monter la coulisse sous la table croisée, et quatre pour ajouter les deux lardons.
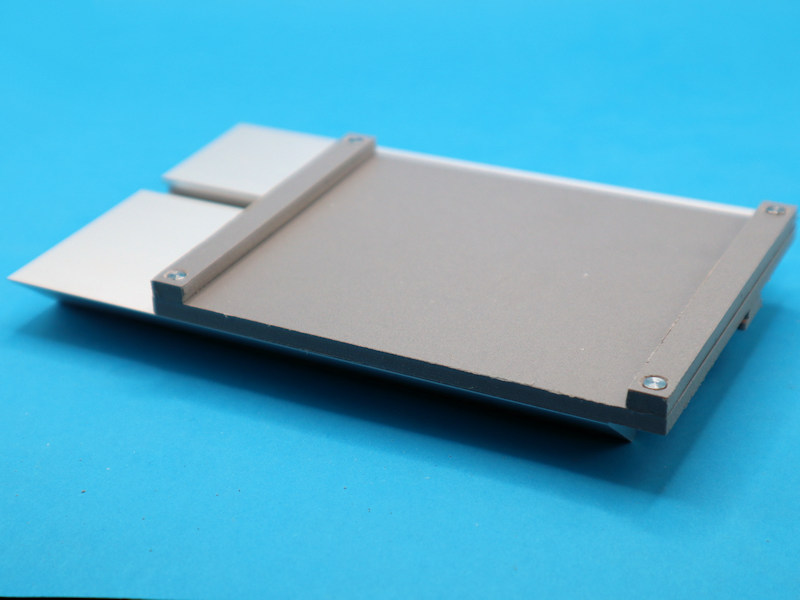
On vérifie l'ajustement des lardons sous la plaque de base, il a fallu un peu d'ébavurage.
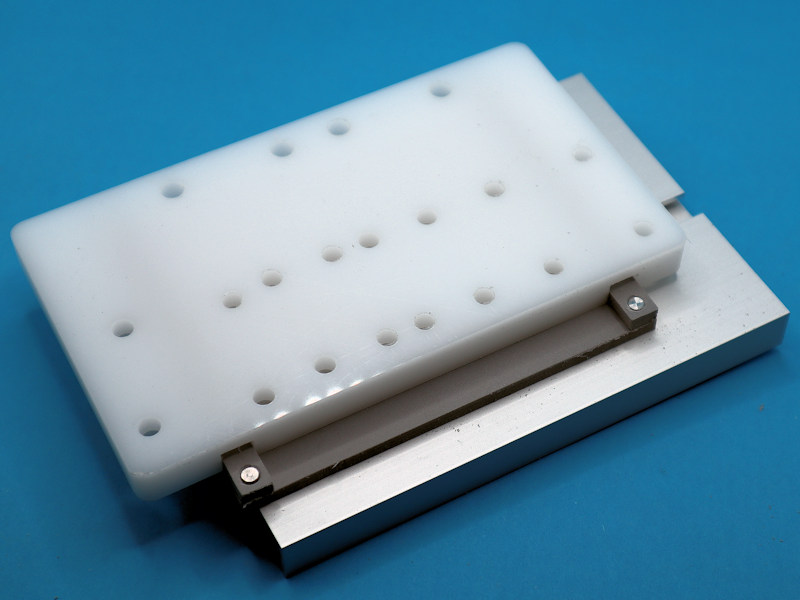
On insère huit vis sous la plaque selon l'outil à monter, ici une ref 31010S.
Et deux goupilles qui positionneront parfaitement l'outil sur la plaque.
On insère huit vis sous la plaque selon l'outil à monter, ici une ref 31010S.
Et deux goupilles qui positionneront parfaitement l'outil sur la plaque.
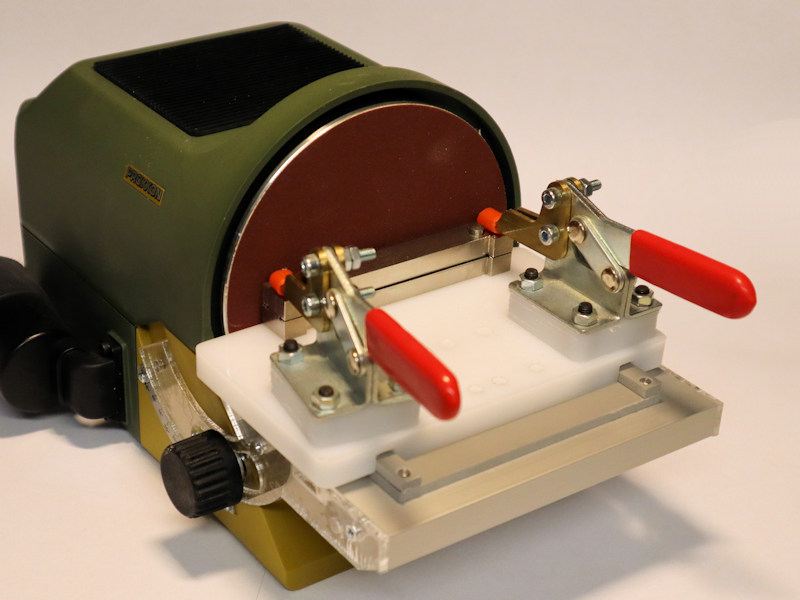
On installe les deux sauterelles de l'outil Posajust, et les glissières arrondies aux deux extrémités de la table.
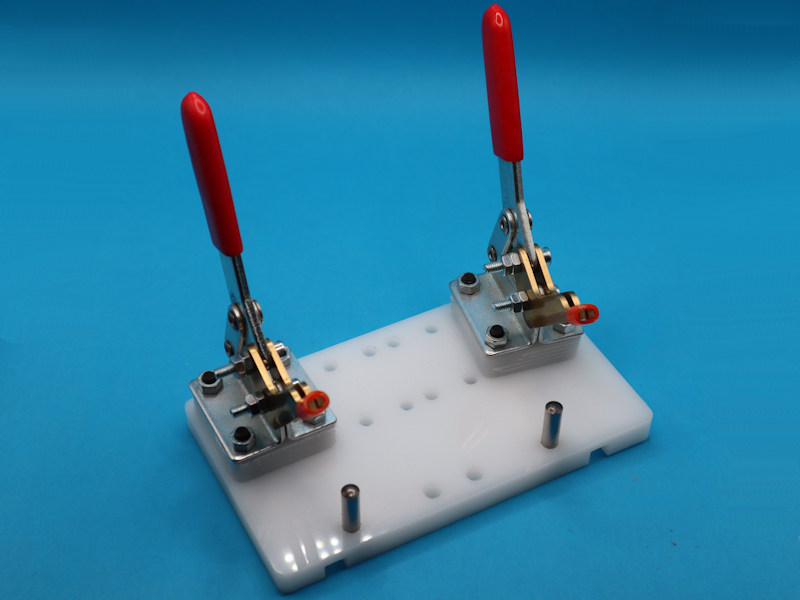
On vérifie l'équerrage de la table par rapport au disque abrasif, on fixe.
Et voilà, votre lapidaire est prêt et il inclut tous les angles construits dans nos outils VMM.
Et pour cause !
Si cet outil vous intéresse, on peut le refaire...
Et voilà, votre lapidaire est prêt et il inclut tous les angles construits dans nos outils VMM.
Et pour cause !
Si cet outil vous intéresse, on peut le refaire...