Le 06 Janvier 2019
| Apogée chausse les monstres Pour cette première Brève de 2019, voici une page de galerie pour la conversion en RP25-88 de la CC 1100 par Franck Aubineau. On dit souvent sans l'avoir vérifié que notre manière de monter les roues compliquerait le montage. Franck a reçu nos axes à.prolonger Ref 50035U et voici son avis: "Bien m'en a pris de vous commander ces roues, car elles ont permis de bien simplifier le montage (1 point dur)". |
 |
 |
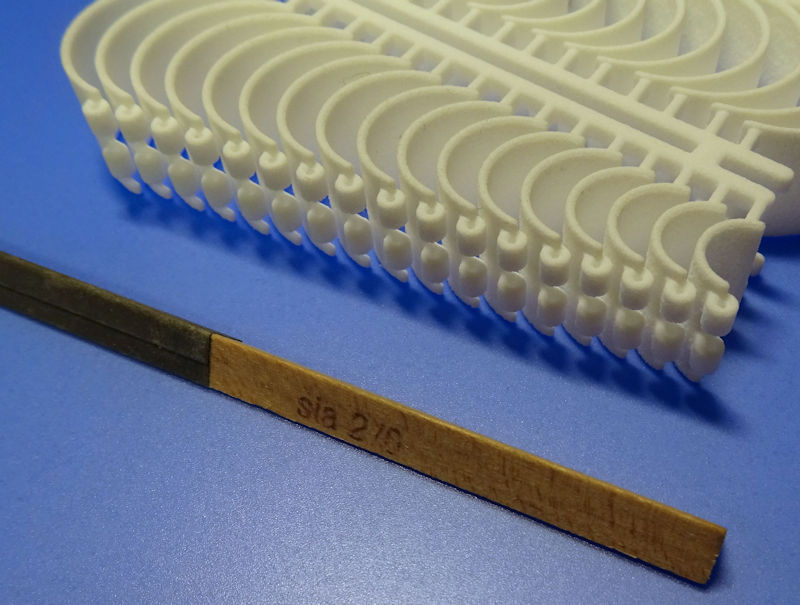
| Après la boutique Shapeways Maintenant que nous livrons nous-mêmes nos pièces imprimées par Shapeways, nous pouvons les terminer selon nos standards. Par exemple, pour nos entretoises de distance dos à dos 50080F, voici ce que vous recevriez de Shapeways. La matière utilisée est un polyamide (nylon est une marque) dont le fini est granuleux, il demande donc parfois une finition comme nous le montrons ci-dessous, mais surtout il a tendance à remplir les trous de petit diamètre. |
 |
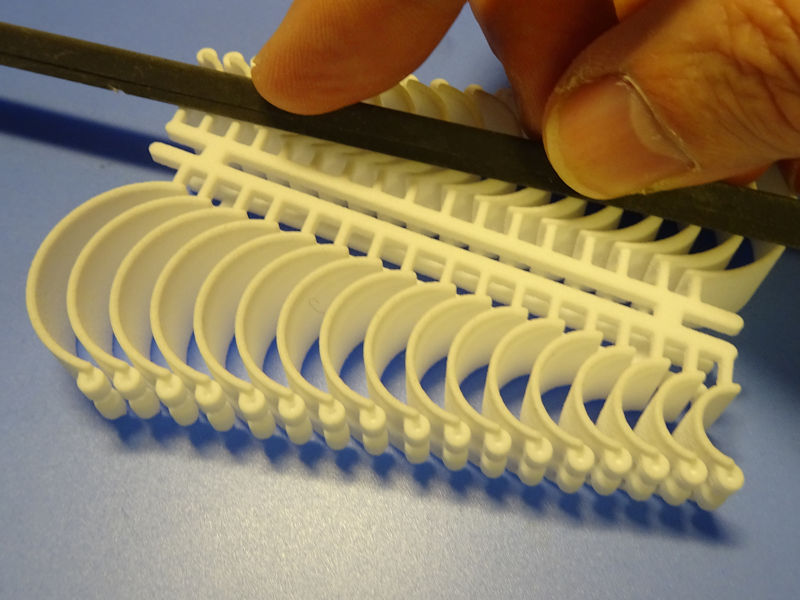
Nous pensons que vous pouvez terminer vous-mêmes la paire de surfaces fonctionnelles de chaque entretoise par un petit polissage au papier de verre de grain fin (800), en enrobant une cale avec le papier. Mesurez d'abord l'épaisseur des entretoises : sur notre exemple, les cales mesuraient 14.70 mm au lieu de 14.60 mm pour du RP25-88. Le polissage peut donc diminuer l'épaisseur de quelques centièmes sans aucun dommage si vous polissez bien à plat. |
| Pour notre polissage, nous avons utilisé un cabron de joailler, c'est-à-dire une cale de forme recouverte de papier émeri fin. Ce n'est qu'une déformation régionale puisque les joailliers et bijoutiers sont l'âme de notre vallon : une cale en bois enrobée fera très bien l'affaire. |
 |
 |
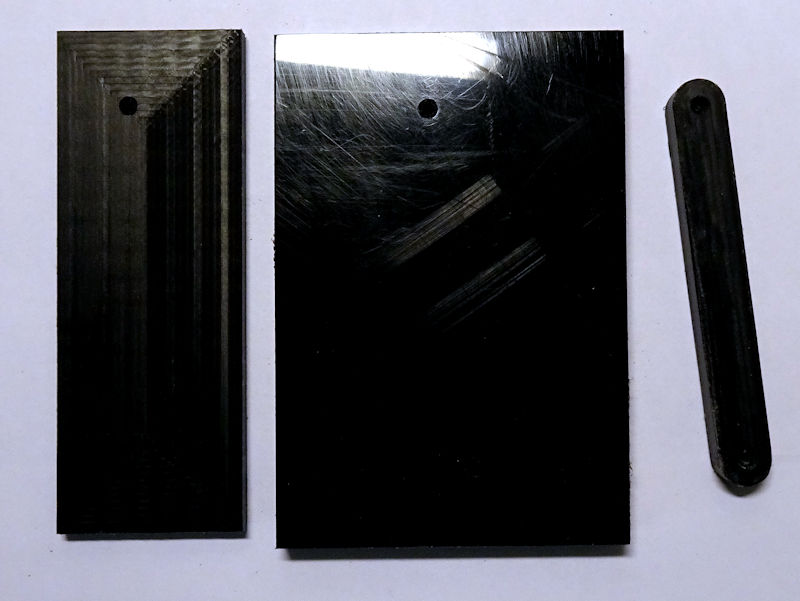
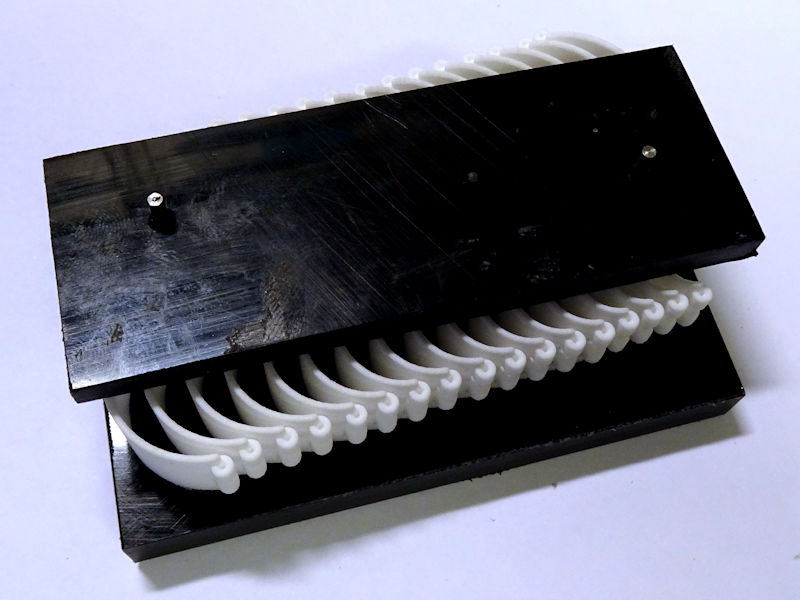
| Par contre, le perçage des charnières est une opération plus délicate si vous n'avez pas de perceuse colonne et nous le ferons pour vous. Pour percer les charnières, nous avons d'abord taillé les pièces d'un posage à la CNC dans une plaque de POM. La partie centrale est le socle du posage. La partie de droite vient dans la pièce pour en assurer l'alignement par deux piges. La partie de gauche viendra coiffer l'ensemble pour maintenir la pièce. |
 |
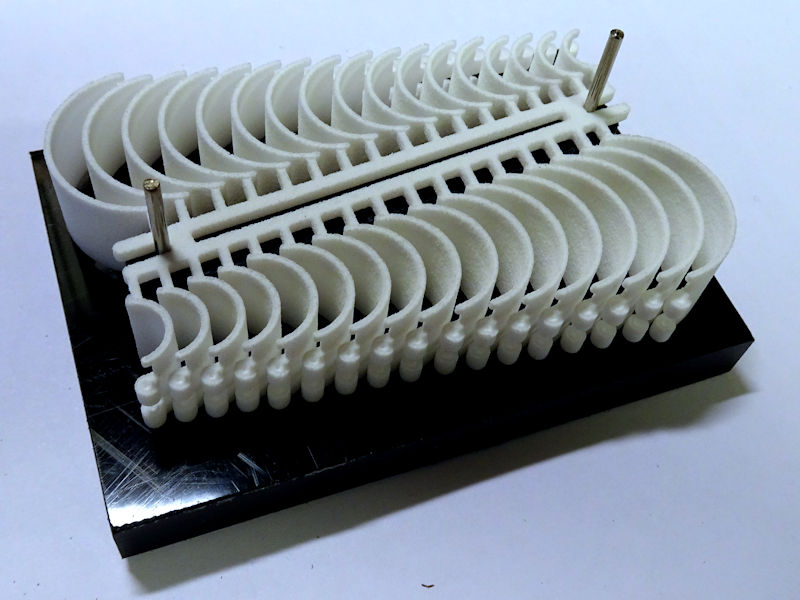 |
| Voici le sandwich prêt à passer dans la CNC, et pour ceux que cela intéresse voici une vidéo de l'usinage. Ceci sera donc fait ici avant expédition. De votre côté il restera à dégrapper les pièces, limer les faces des charnières pour que les deux parties s'emboîtent, préparer une pige de laiton de diamètre 1.0 mm pour une longueur de 14 mm et l'insérer. Voici une vidéo de ces opérations simples. |
 |
 |