Conversion 242 : la 3.242 A1 et son Coudovap
Le retour de Coudovap
Il est rare que nous acceptions ce genre de chantier, mais cette fois on a dit d'accord : l'un de vous est en plein montage de son kit AMF'87 de la 3.242 A1 et nous allons assurer la conversion de son modèle avec des roues normalisées et conformes.
C'est l'occasion de voir de près un kit de cet artisan sympathique !
N'attendez ici aucune critique de ce modèle qui a le grand mérite d'exister, mais une opération de reprise qui nous amuse en attendant le réassort de nos roues de tender et de l'essieu arrière du bogie arrière.
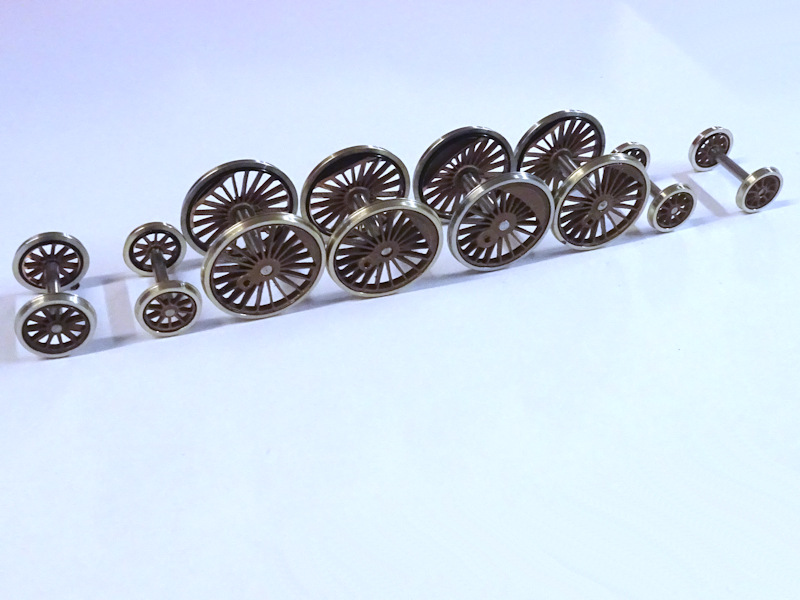
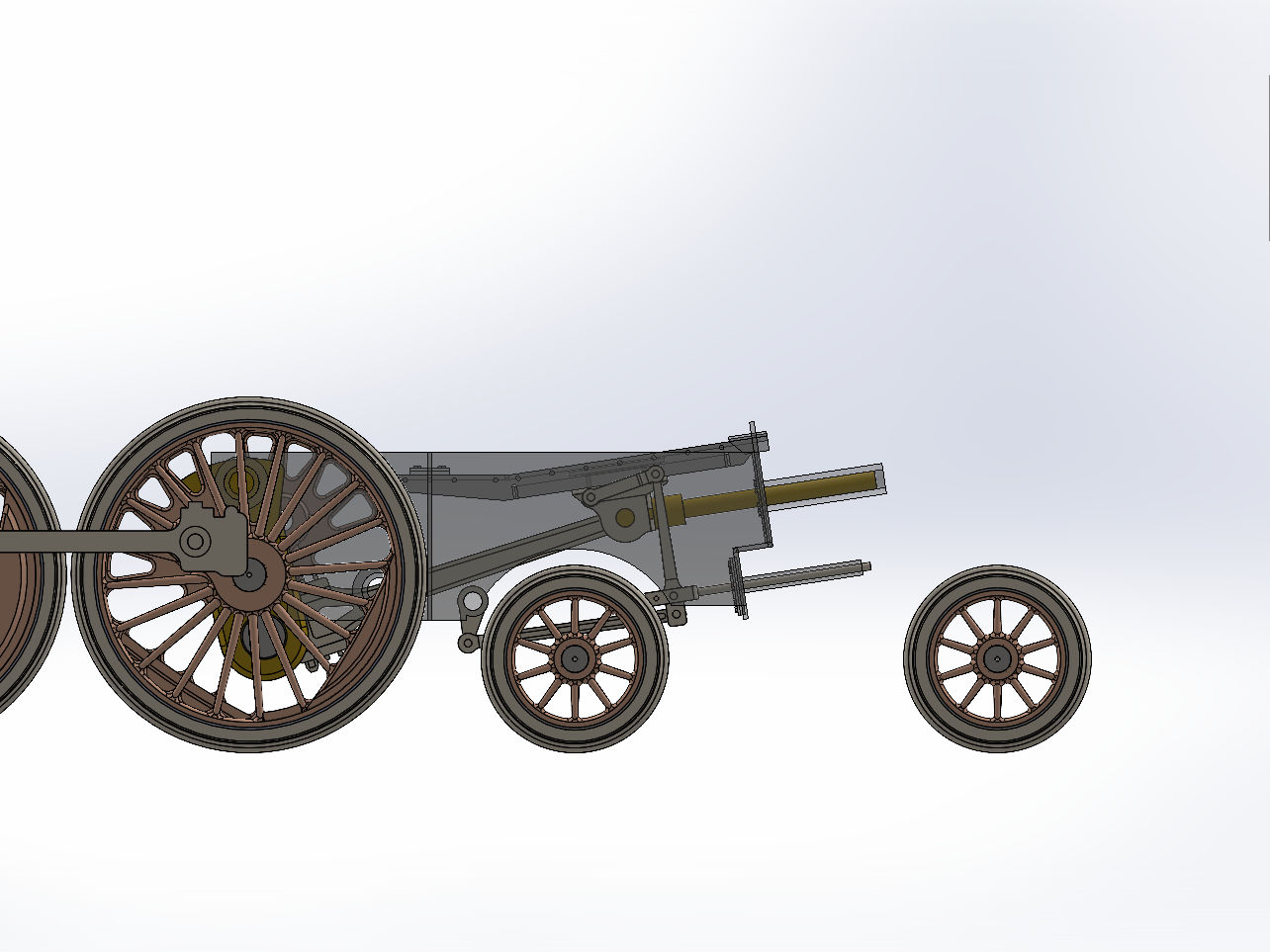
On voit ici à droite la version Proto'87 de notre train de roues.
Sur ce chassis non suspendu, cette norme serait déraisonnable car le modèle ne supportera aucun gauchissement de la voie.
Par contre, lui ajouter un Coudovap serait amusant, non ?
Il est rare que nous acceptions ce genre de chantier, mais cette fois on a dit d'accord : l'un de vous est en plein montage de son kit AMF'87 de la 3.242 A1 et nous allons assurer la conversion de son modèle avec des roues normalisées et conformes.
C'est l'occasion de voir de près un kit de cet artisan sympathique !
N'attendez ici aucune critique de ce modèle qui a le grand mérite d'exister, mais une opération de reprise qui nous amuse en attendant le réassort de nos roues de tender et de l'essieu arrière du bogie arrière.
On voit ici à droite la version Proto'87 de notre train de roues.
Sur ce chassis non suspendu, cette norme serait déraisonnable car le modèle ne supportera aucun gauchissement de la voie.
Par contre, lui ajouter un Coudovap serait amusant, non ?
A propos de conversion au Proto'87, en plus d'ajouter une suspension isostatique Isovap, comme nous l'indiquions dans une brève de 2021, il est nécessaire de désolidariser la bielle d'accouplement en trois tronçons indépendants sinon la suspension sera inopérante.
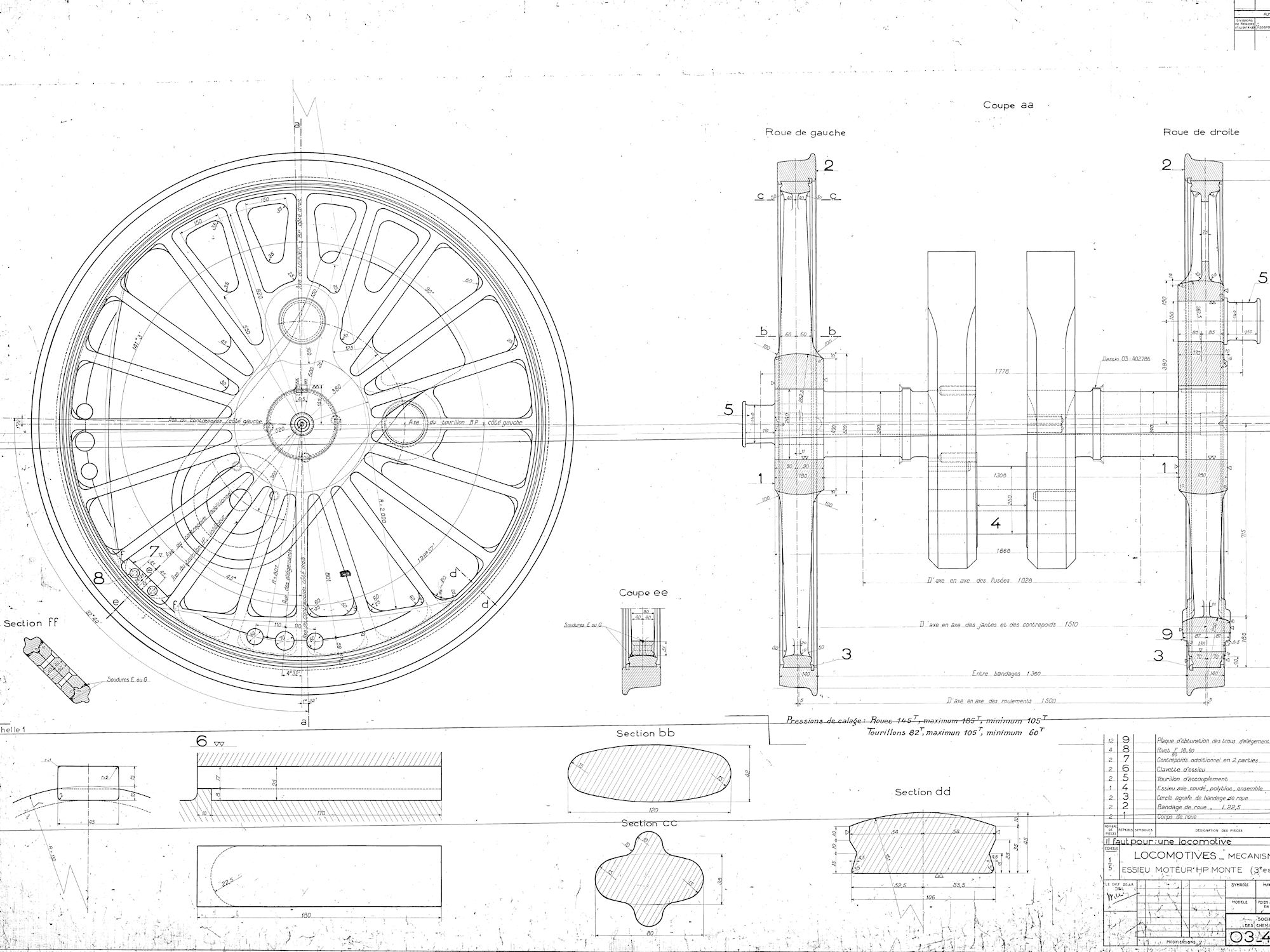
Pour revenir à Coudovap, voici un extrait de plan montrant l'essieu moteur avant où on voit parfaitement la forme de l'essieu coudé.
On y voit aussi un autre point fort original de cette machine : regardez le calage des roues !
Dans la plupart des machines françaises, la roue de droite dans le sens de la marche est en avance de 90° sur la roue de gauche, mais ici c'est l'inverse...
Je cherchais depuis longtemps un contre-exemple, le voici !
Pour revenir à Coudovap, voici un extrait de plan montrant l'essieu moteur avant où on voit parfaitement la forme de l'essieu coudé.
On y voit aussi un autre point fort original de cette machine : regardez le calage des roues !
Dans la plupart des machines françaises, la roue de droite dans le sens de la marche est en avance de 90° sur la roue de gauche, mais ici c'est l'inverse...
Je cherchais depuis longtemps un contre-exemple, le voici !
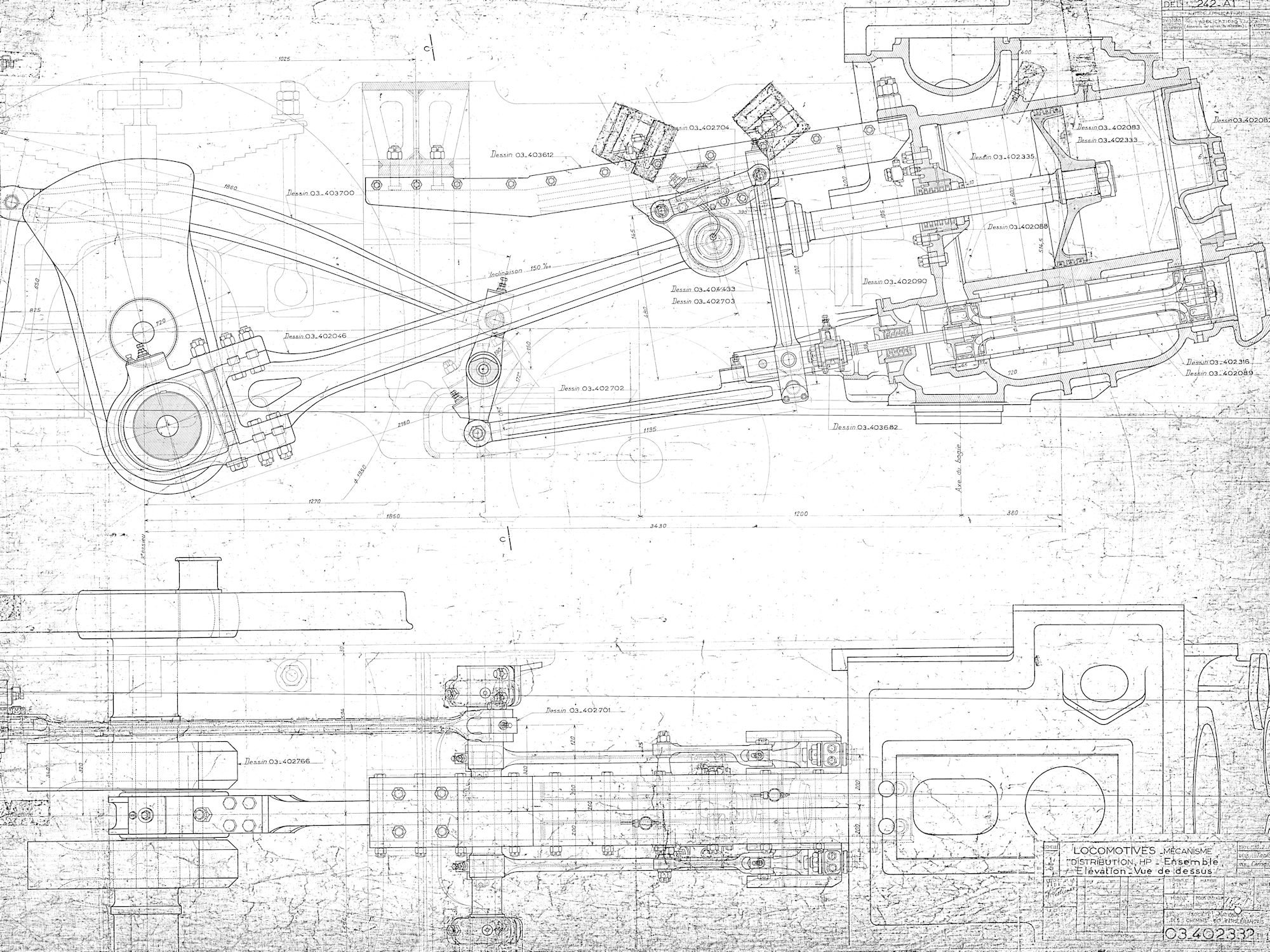
Un plan d'ensemble du mécanisme intérieur montre rapidement que la coulisse ne saurait être fonctionnelle en HO, car entre la contre-manivelle de l'essieu moteur 3, un levier de relai extérieur / intérieur et un levier d'inversion ajoutent de nombreux jeux fonctionnels hors d'échelle, l'ensemble ne bougerait donc pas du tout.
On se contentera donc d'imaginer que la machine est au point mort et la bielle qui passe au dessus de l' essieu moteur ne sera pas représentée.
La suite, par contre, pourquoi pas ?
Voici un petit croquis du transkit que nous proposons.
Attention : avec ce transkit, il faut respecter le rayon d'inscription de la machine réelle sinon ça touchera de partout !
On se contentera donc d'imaginer que la machine est au point mort et la bielle qui passe au dessus de l' essieu moteur ne sera pas représentée.
La suite, par contre, pourquoi pas ?
Voici un petit croquis du transkit que nous proposons.
Attention : avec ce transkit, il faut respecter le rayon d'inscription de la machine réelle sinon ça touchera de partout !
Pour la fabrication que nous envisageons soit quatre exemplaires dont un prototype, nous ne ferons pas de fonderies particulières mais la glissière, la bielle motrice et la crosse de piston seront constitués d'empilages de pièces gravées.
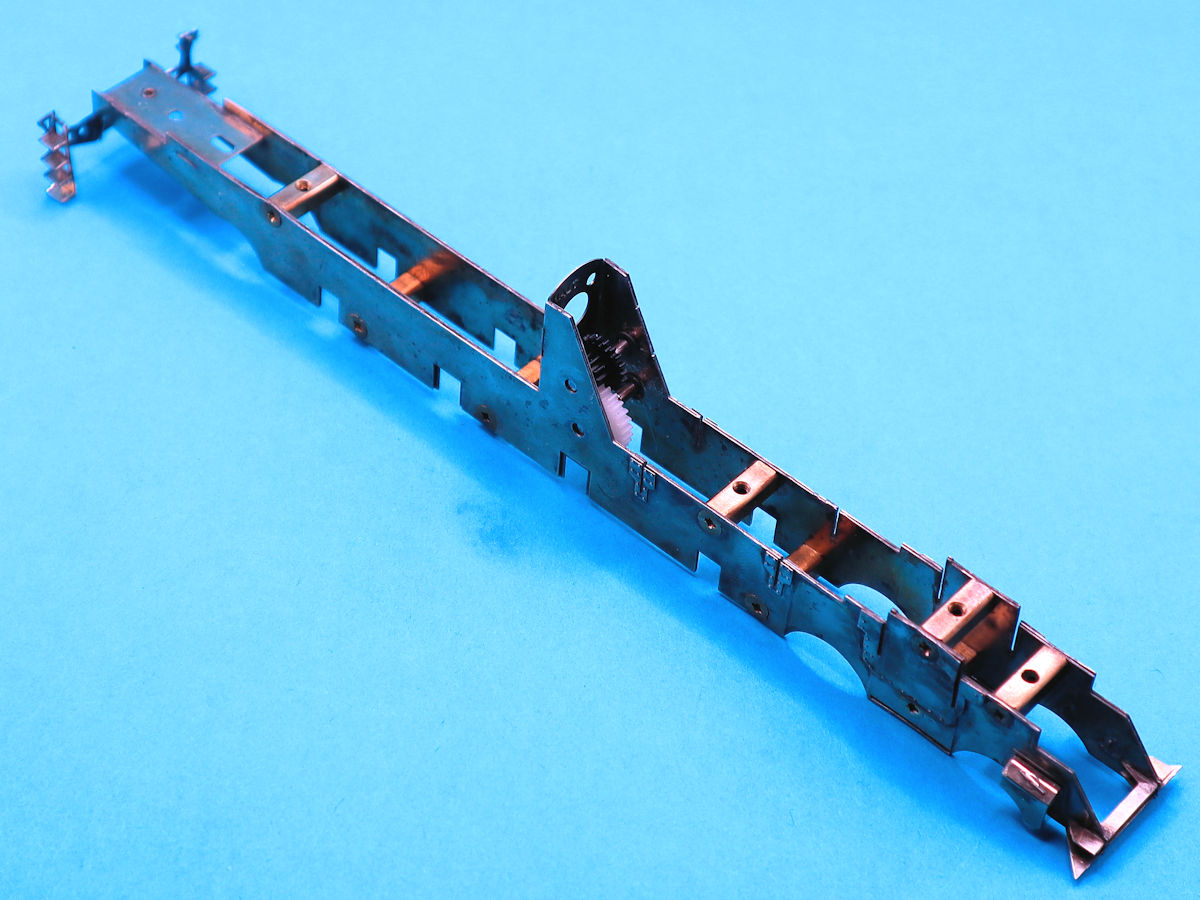
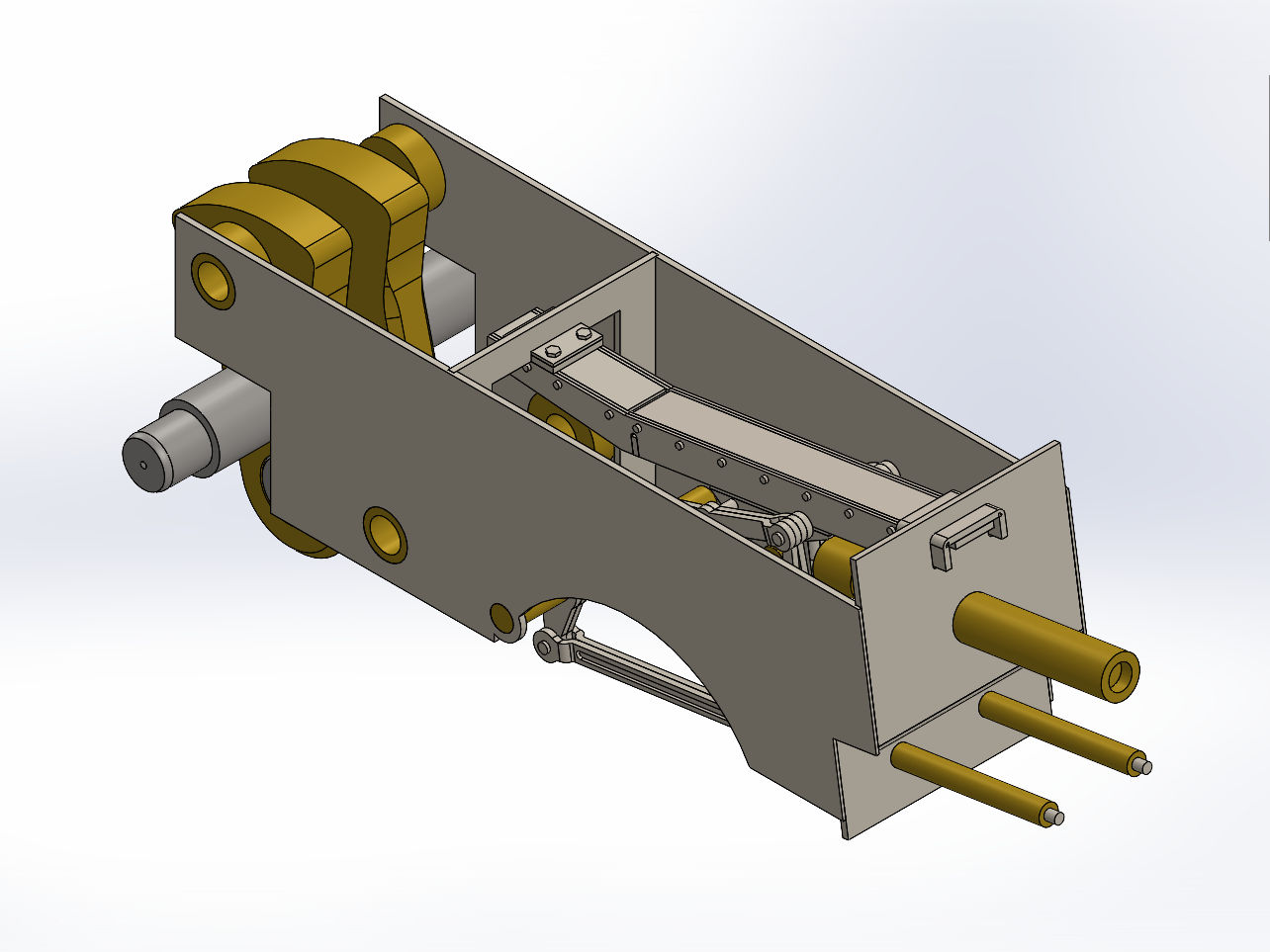
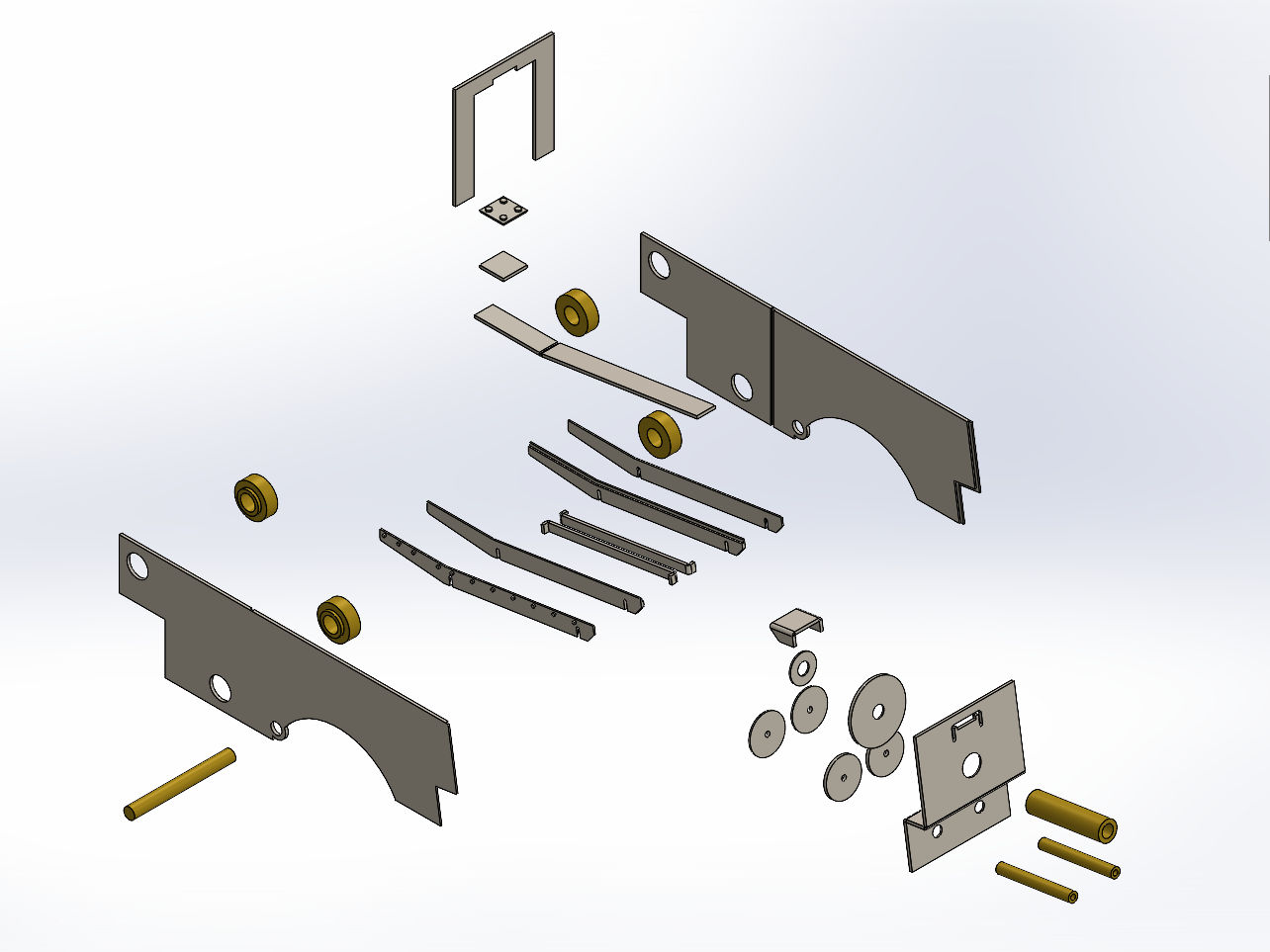
Le transkit est contenu dans un caisson qui s'insère entre les longerons, en remplaçant les entretoises filetées d'origine par nos écrous soudés, dont le filetage est porté pour l'occason à M2.
Le fond du chassis doit être échancré pour laisser passer l'essieu coudé et la bielle motrice, sa fixation avant doit être remplacée et l'entretoise supérieure au niveau de l'essieu moteur avant ne peut plus servir à la fixation de la chaudière - je ne suis pas sûr que ce point soit nécessaire, je n'ai pas détaillé davantage ma lecture de la notice AMF.
Le transkit est contenu dans un caisson qui s'insère entre les longerons, en remplaçant les entretoises filetées d'origine par nos écrous soudés, dont le filetage est porté pour l'occason à M2.
Le fond du chassis doit être échancré pour laisser passer l'essieu coudé et la bielle motrice, sa fixation avant doit être remplacée et l'entretoise supérieure au niveau de l'essieu moteur avant ne peut plus servir à la fixation de la chaudière - je ne suis pas sûr que ce point soit nécessaire, je n'ai pas détaillé davantage ma lecture de la notice AMF.
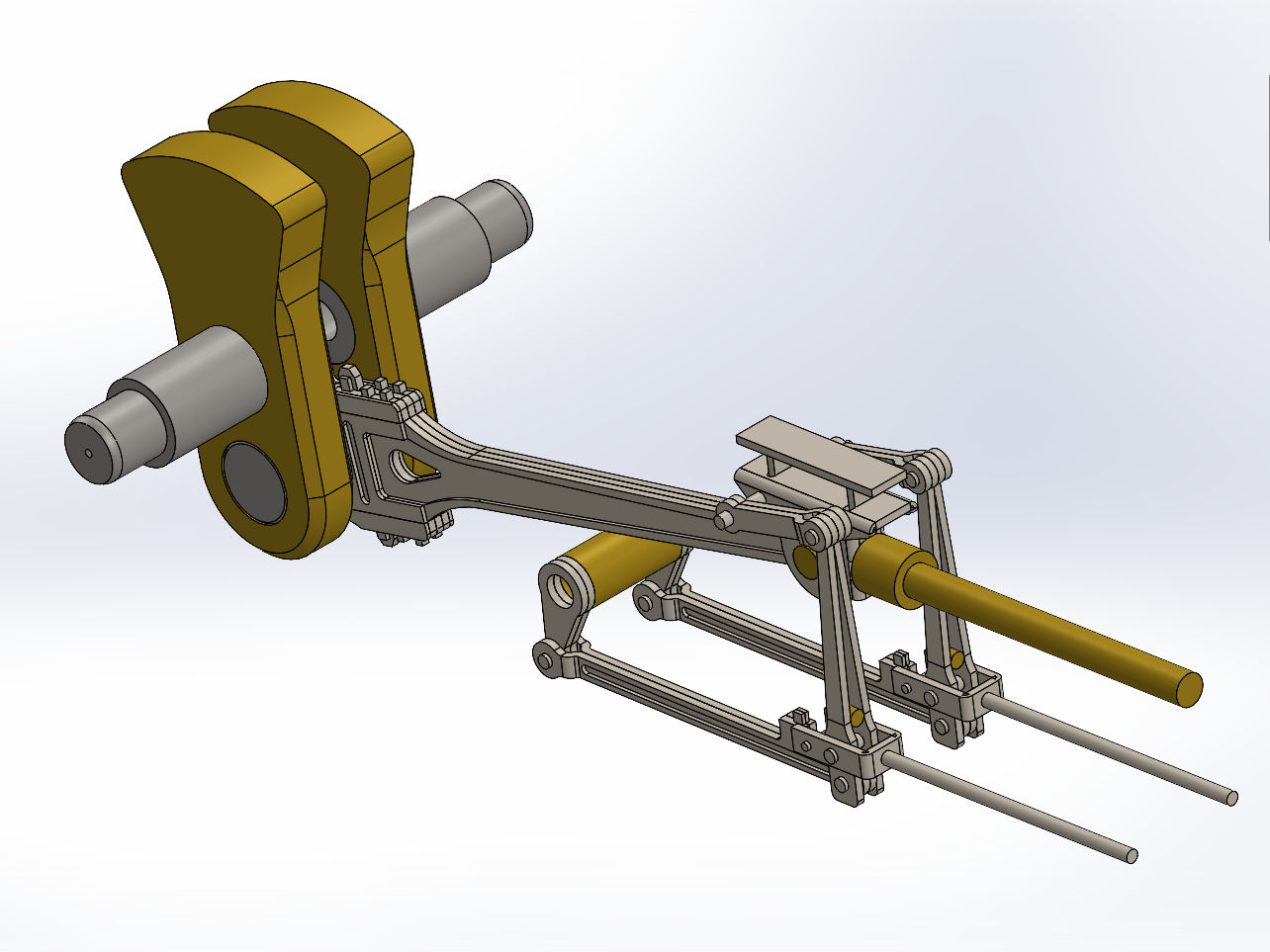
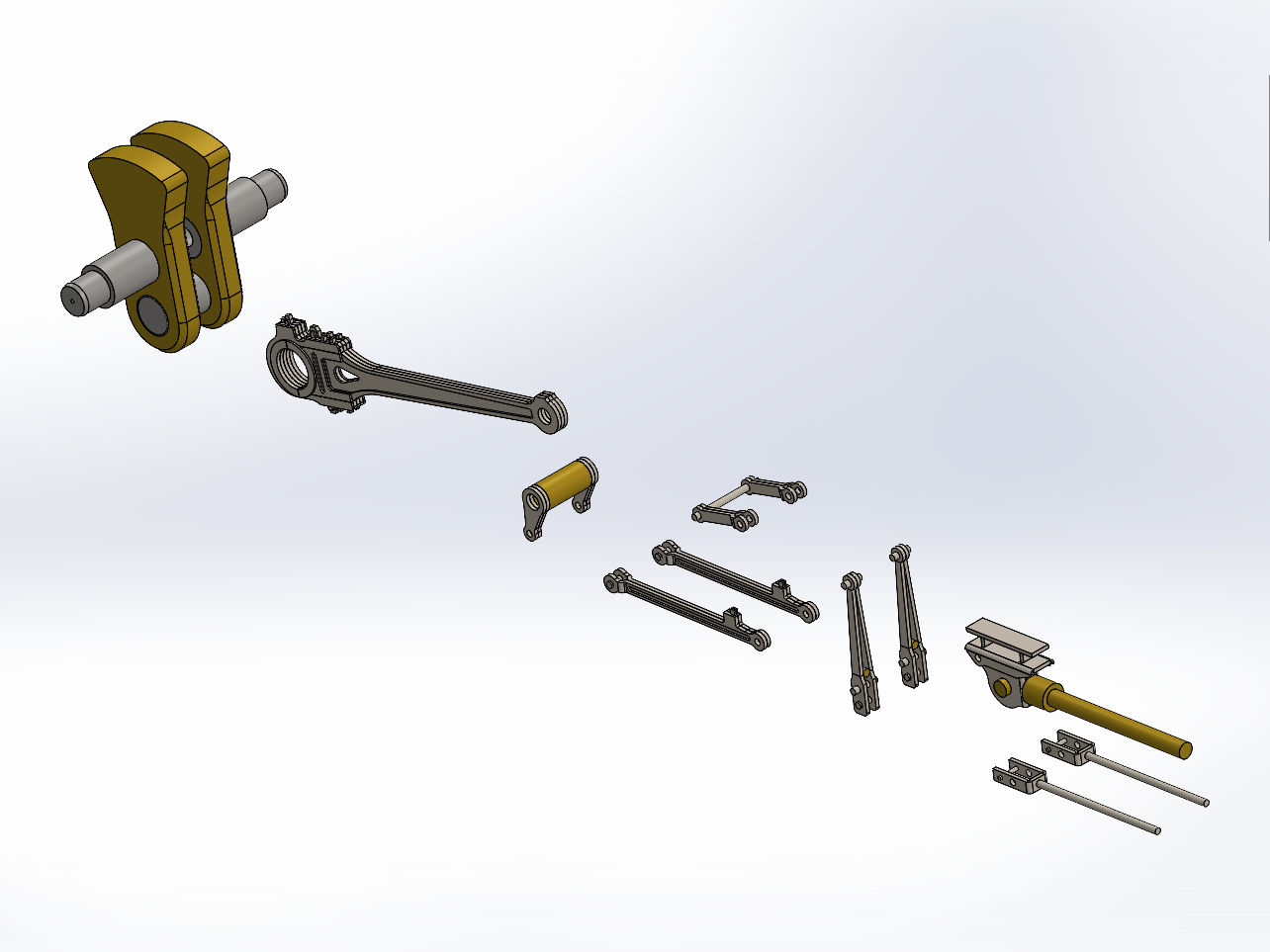
Voici la cinématique proposée.
Le fraisage CNC des masses de l'essieu coudé, du guide de montage et de la clef plate est en cours.
Nous finalisons aussi la gravure, qui part en production avec le Coudovap de la 1.230K et plusieurs autres bricoles.
Nous n'avons pas la certitude de passer avant la fermeture estivale de notre sous-traitant, donc délai de disponibilité et prix encore inconnus !
Voilà, encore une fois aucun jugement de valeur dans cette page mais juste le plaisir de relever un petit défi, contactez-nous si vous êtes intéressé.
Le fraisage CNC des masses de l'essieu coudé, du guide de montage et de la clef plate est en cours.
Nous finalisons aussi la gravure, qui part en production avec le Coudovap de la 1.230K et plusieurs autres bricoles.
Nous n'avons pas la certitude de passer avant la fermeture estivale de notre sous-traitant, donc délai de disponibilité et prix encore inconnus !
Voilà, encore une fois aucun jugement de valeur dans cette page mais juste le plaisir de relever un petit défi, contactez-nous si vous êtes intéressé.
Coudovap : passons à la pratique
On finalise l'étude car... cinq modélistes nous l'ont demandé !
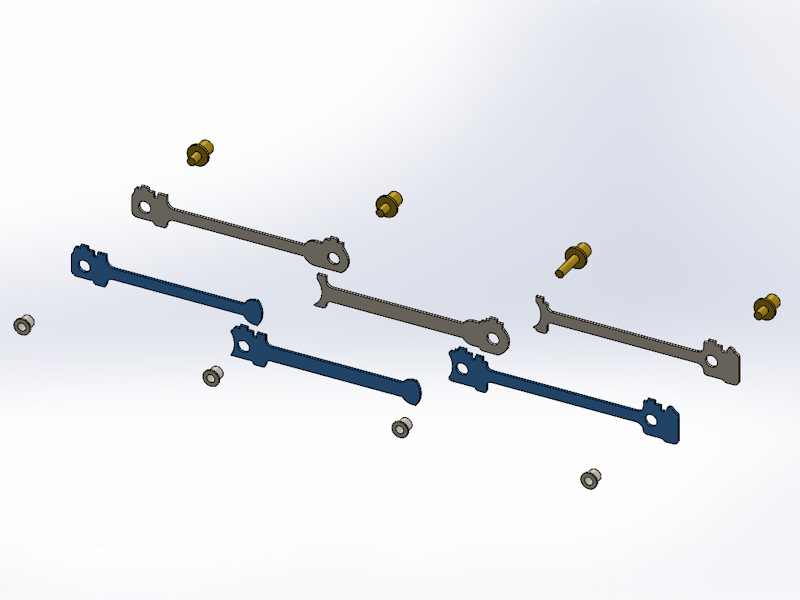
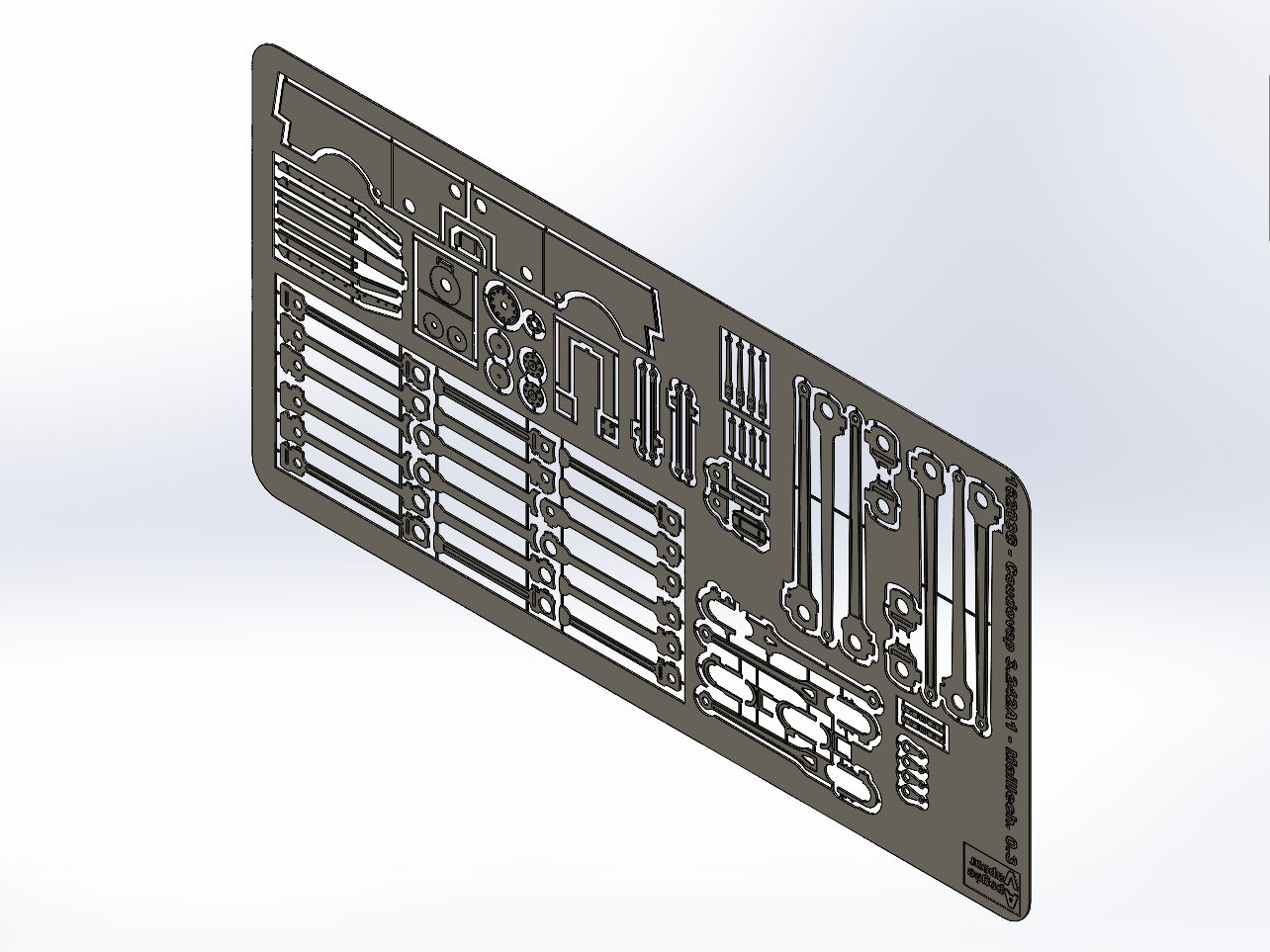
Voici déjà une vue de la gravure, à peu près définitive : nous avons ajouté les bielles motrices et d'accouplement car vous nous l'avez aussi demandé, ce qui permet de traiter les rhumatismes de la bielle d'accouplement non segmentée, et l'anorexie des bielles motrices basse pression.
Nous sommes allés rendre une petite visite à notre nouvelle copine, une sympathique fraiseuse à commande numérique Haas Mini Mill à laquelle on s'attache rapidement.
Voici un premier jet des quatre pièces de la grappe : deux flasques à contrepoids, un martyr de guidage et une clef plate.
Reste bien entendu à les ébavurer et quand nous passerons à la série, quelques cotes seront modifiées.
On finalise l'étude car... cinq modélistes nous l'ont demandé !
Voici déjà une vue de la gravure, à peu près définitive : nous avons ajouté les bielles motrices et d'accouplement car vous nous l'avez aussi demandé, ce qui permet de traiter les rhumatismes de la bielle d'accouplement non segmentée, et l'anorexie des bielles motrices basse pression.
Nous sommes allés rendre une petite visite à notre nouvelle copine, une sympathique fraiseuse à commande numérique Haas Mini Mill à laquelle on s'attache rapidement.
Voici un premier jet des quatre pièces de la grappe : deux flasques à contrepoids, un martyr de guidage et une clef plate.
Reste bien entendu à les ébavurer et quand nous passerons à la série, quelques cotes seront modifiées.

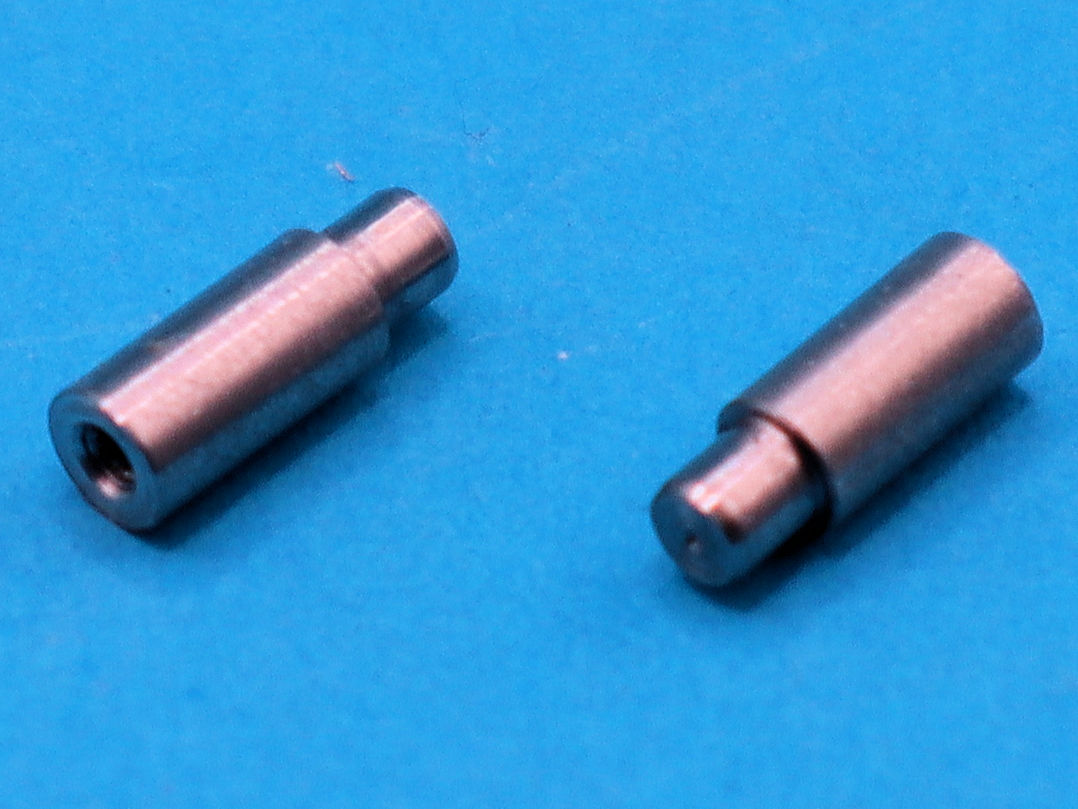
Un peu d'usinage au tour : nous reprenons des pièces Miquado pour les amener à la bonne longueur.
Nous allongeons aussi l'alésage de la goupille de jonction dont la longueur est augmentée à 15.0 mm, avec un ajustement qui devrait être serré.
On usine aussi la portée de la bielle motrice.
Nous allongeons aussi l'alésage de la goupille de jonction dont la longueur est augmentée à 15.0 mm, avec un ajustement qui devrait être serré.
On usine aussi la portée de la bielle motrice.
Mon truc pour casser l'angle à l'entrée des portées des deux masselottes : chanfreiner très légèrement avec une fraise à 45° qui se trouve très facilement comme accessoire des défonceuses au prochain Brico Machin.
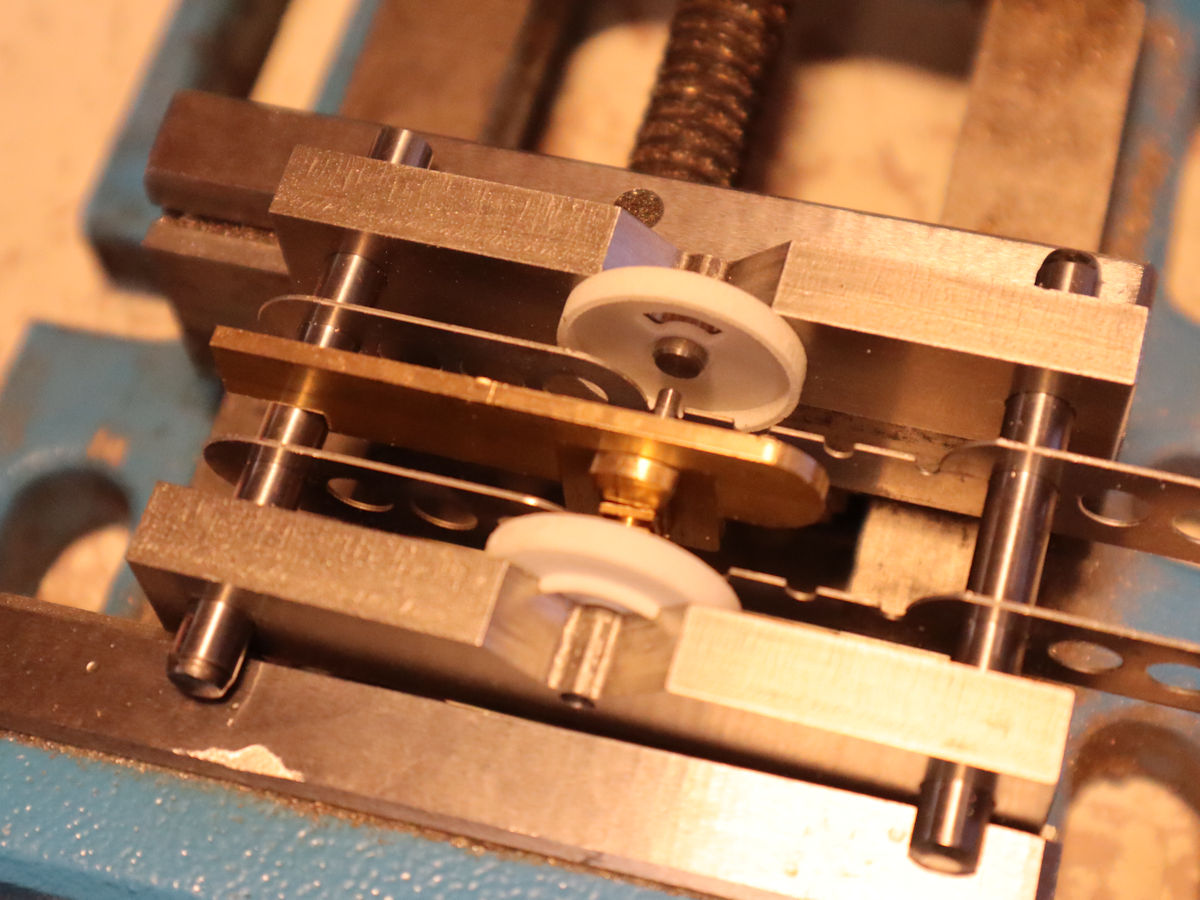
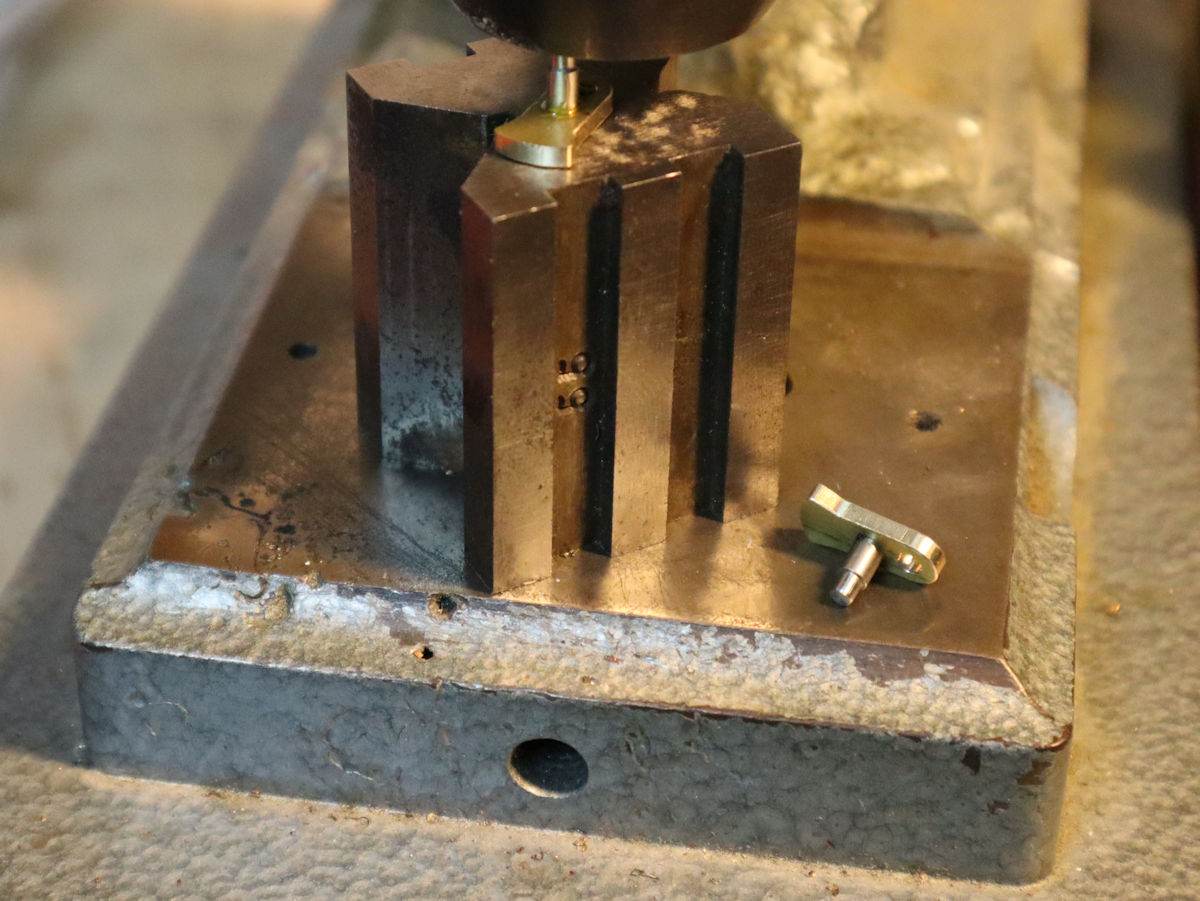
Pour chasser les deux demi-axes dans les masselottes, j'utilise un vé d'ajusteur que l'on trouve par exemple chez Otelo.
La force d'insertion est ici donnée par une presse à main.
Dans la version de série, il y aura moins de dispersion des diamètres de ces portées car elles seront fraisées à un plus petit diamètre et alésées à la perceuse colonne et à l'alésoir.
Comme on le verra deux blocs plus bas, il vaudra mieux préparer seulement un sous sensemble demi-axe - flasque et constituer le second plus tard.
Pour chasser les deux demi-axes dans les masselottes, j'utilise un vé d'ajusteur que l'on trouve par exemple chez Otelo.
La force d'insertion est ici donnée par une presse à main.
Dans la version de série, il y aura moins de dispersion des diamètres de ces portées car elles seront fraisées à un plus petit diamètre et alésées à la perceuse colonne et à l'alésoir.
Comme on le verra deux blocs plus bas, il vaudra mieux préparer seulement un sous sensemble demi-axe - flasque et constituer le second plus tard.

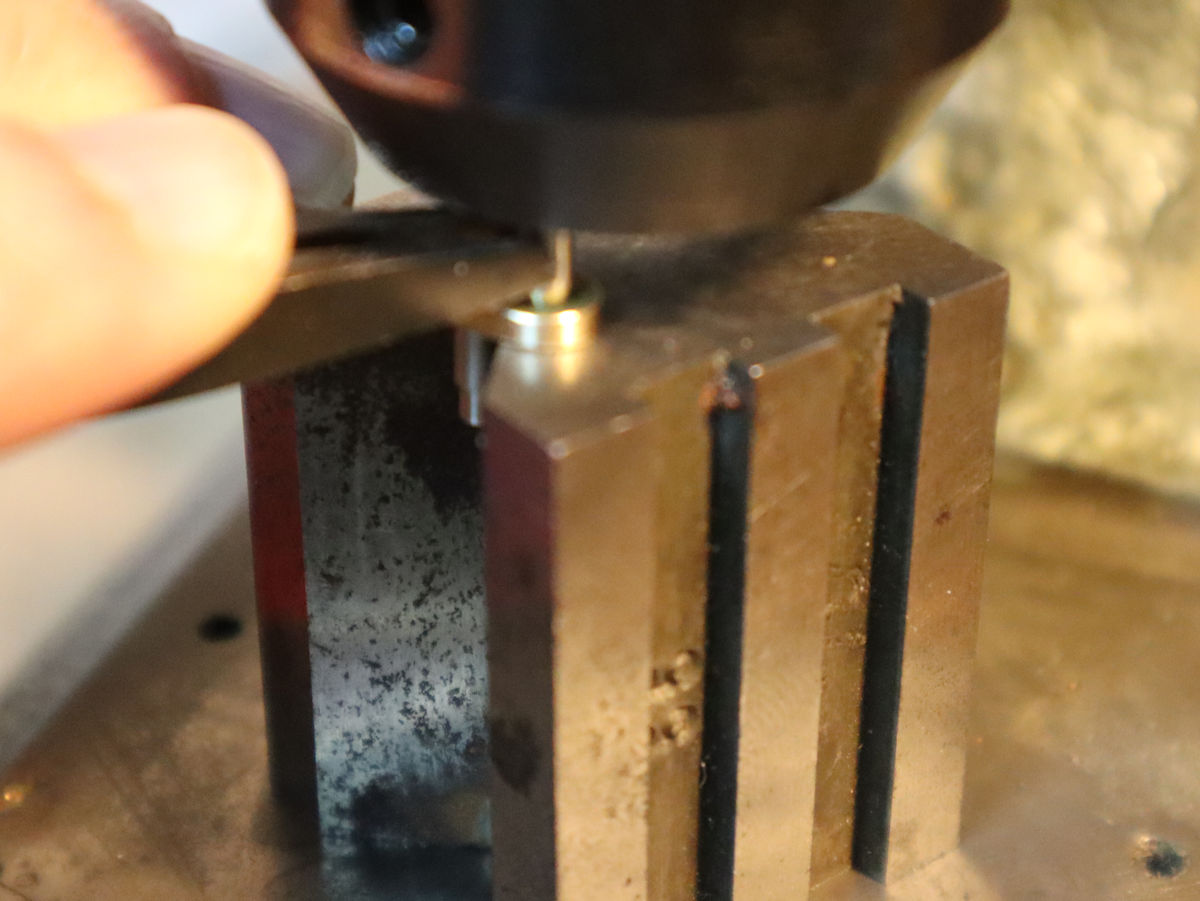
Sur l'un des deux flasques maintenant munis de son demi-axe, on positionne le flasque à plat sur le vé et on chasse la portée de la bielle motrice - désolé pour la photo un peu floue.
Dans notre cas, la goupille entrait seule dans le demi-axe et donc le diamètre d'alésage était un peu grand, nous prendrons un alésoir un centième plus petit la prochaine fois à 1.49 mm au lieu d'1.50 mm !
Alors il ne faudra pas suivre l'exemple de l'image de droite mais monter par exemple le demi-axe dans une pince du tour, le flasque débordant, et chasser la goupille dans l'axe.
Dans notre cas, la goupille entrait seule dans le demi-axe et donc le diamètre d'alésage était un peu grand, nous prendrons un alésoir un centième plus petit la prochaine fois à 1.49 mm au lieu d'1.50 mm !
Alors il ne faudra pas suivre l'exemple de l'image de droite mais monter par exemple le demi-axe dans une pince du tour, le flasque débordant, et chasser la goupille dans l'axe.
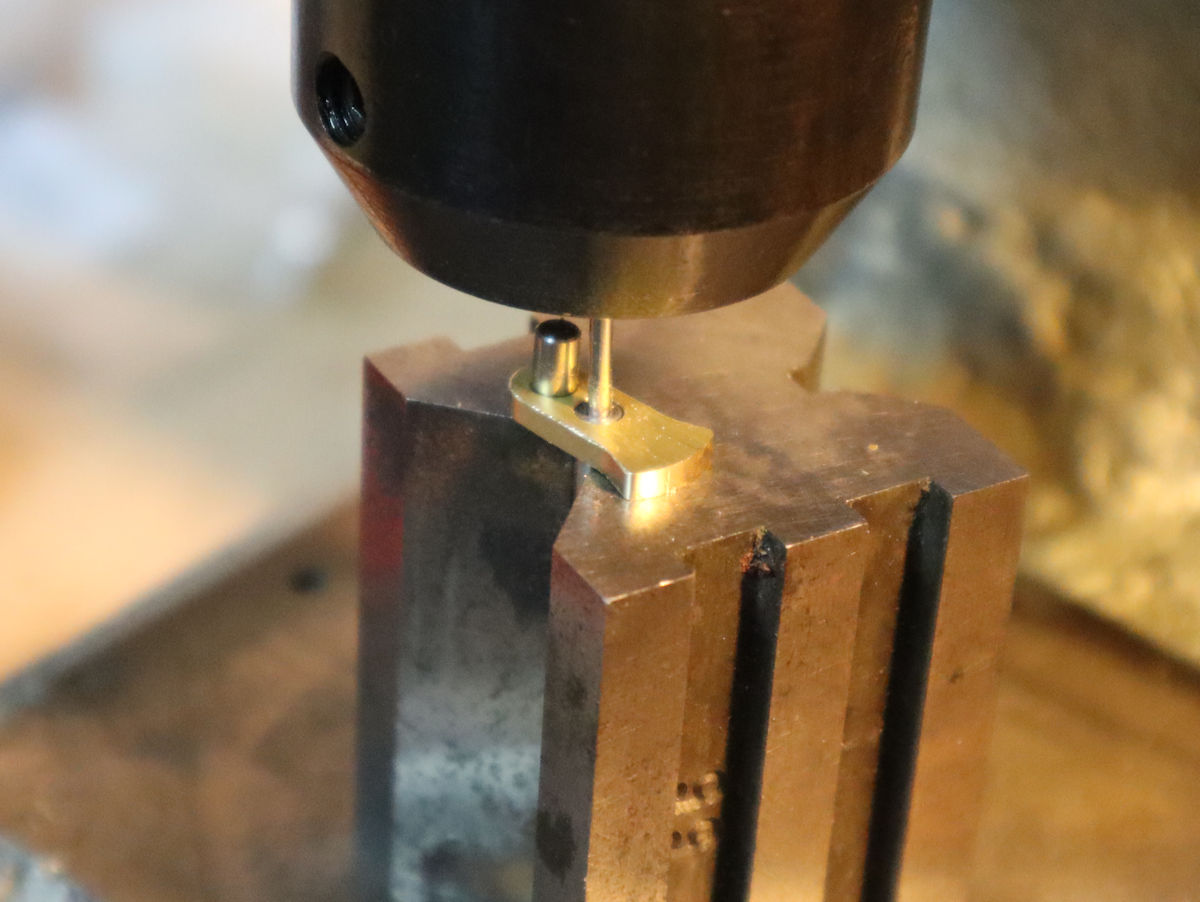
Un peu d'ajustement a été nécessaire pour pouvoir poser le guide sur le flasque comportant la portée de bielle et la goupille.
Pour le chassage simultané du second flasque sur la portée et la goupille, avec les alésages de goupille un peut trop grands dans notre cas. il a suffi d'installer l'ensemble dans l'outil Quadra et de presser jusqu'au contact des deux flasques sur le guide.
Dans la version de série, comme indiqué deux blocs plus haut, le second demi-axe devrait être chassé en premier, puis le second flasque.
Pour le chassage simultané du second flasque sur la portée et la goupille, avec les alésages de goupille un peut trop grands dans notre cas. il a suffi d'installer l'ensemble dans l'outil Quadra et de presser jusqu'au contact des deux flasques sur le guide.
Dans la version de série, comme indiqué deux blocs plus haut, le second demi-axe devrait être chassé en premier, puis le second flasque.
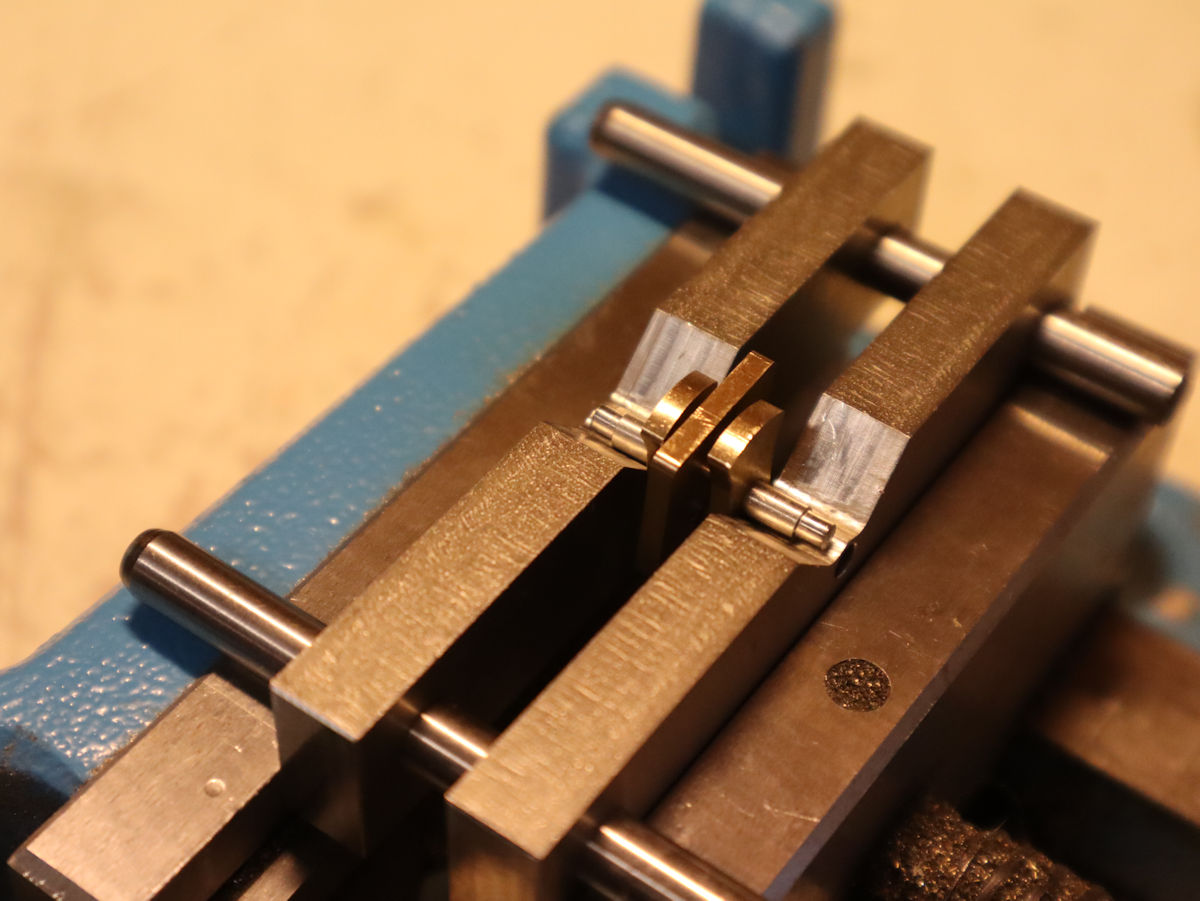
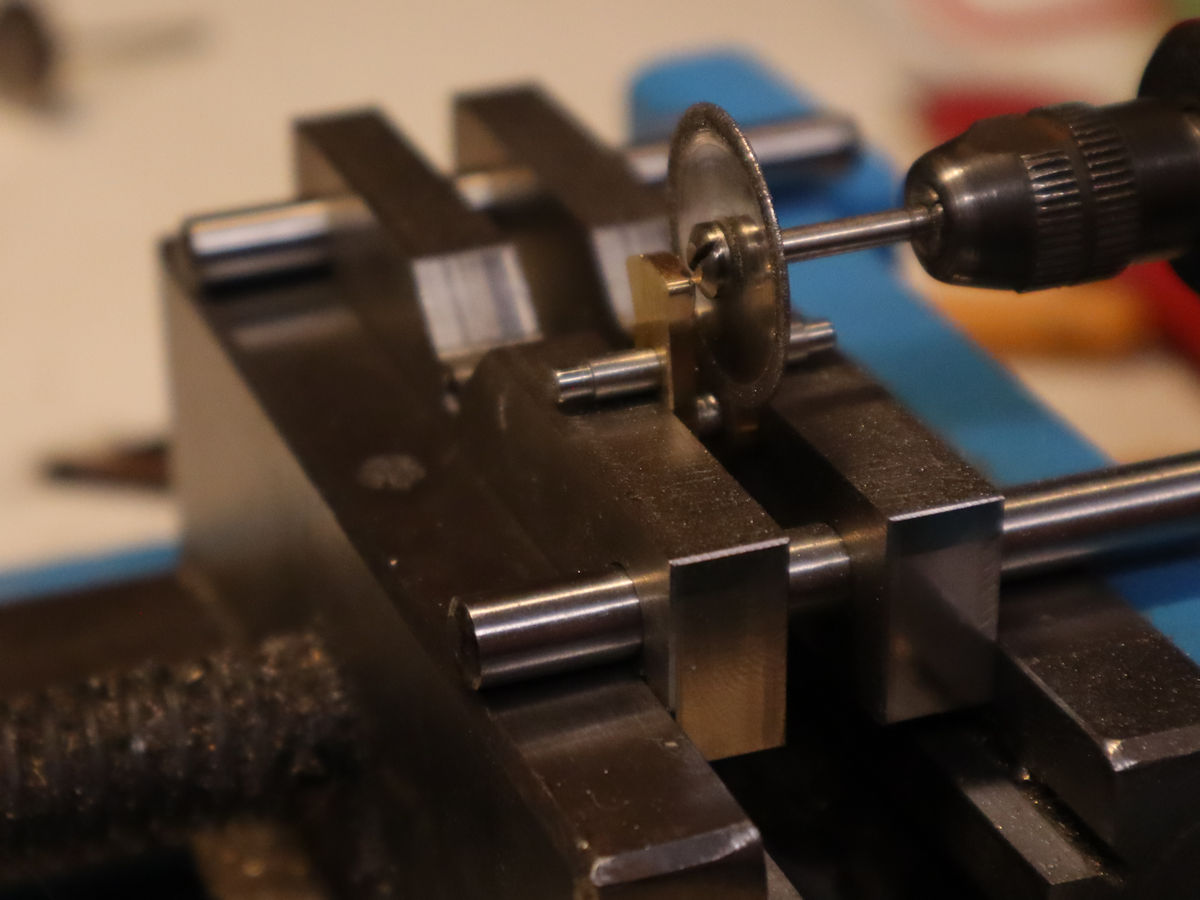
Reste à éliminer la portion de la goupille d'alignement des demi-axes, et à réaliser qu'on a un peu surestimé son calme...
Rappelons en effet que votre serviteur a un petit souci de tremblements incontrôlés et non, ce n'est pas l'alcool !
Dans ce cas, il vaudrait mieux éviter de tronçonner ainsi au disque diamanté...
Autre erreur : le disque est trop petit et sa fixation par vis centrale a touché le haut d'une masselotte.
Une profonde marque sur la portée de bielle et un sparadrap plus tard, on examine feu notre prototype.
Les deux parties risquent bien d'être désalignées car la goupille tronçonnée se ballade tranquillement dans son logement trop grand, comme dit plus haut, du demi-axe de gauche.
Rappelons en effet que votre serviteur a un petit souci de tremblements incontrôlés et non, ce n'est pas l'alcool !
Dans ce cas, il vaudrait mieux éviter de tronçonner ainsi au disque diamanté...
Autre erreur : le disque est trop petit et sa fixation par vis centrale a touché le haut d'une masselotte.
Une profonde marque sur la portée de bielle et un sparadrap plus tard, on examine feu notre prototype.
Les deux parties risquent bien d'être désalignées car la goupille tronçonnée se ballade tranquillement dans son logement trop grand, comme dit plus haut, du demi-axe de gauche.
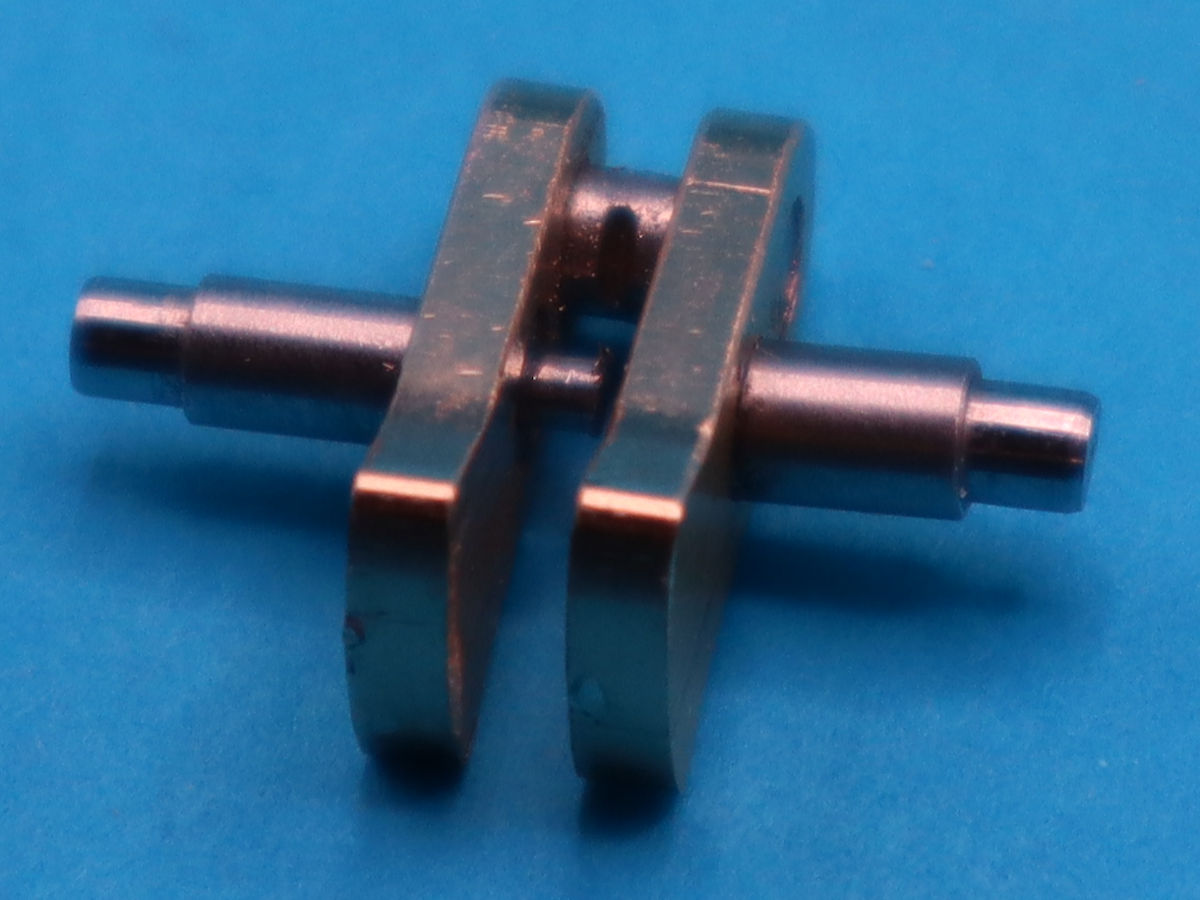
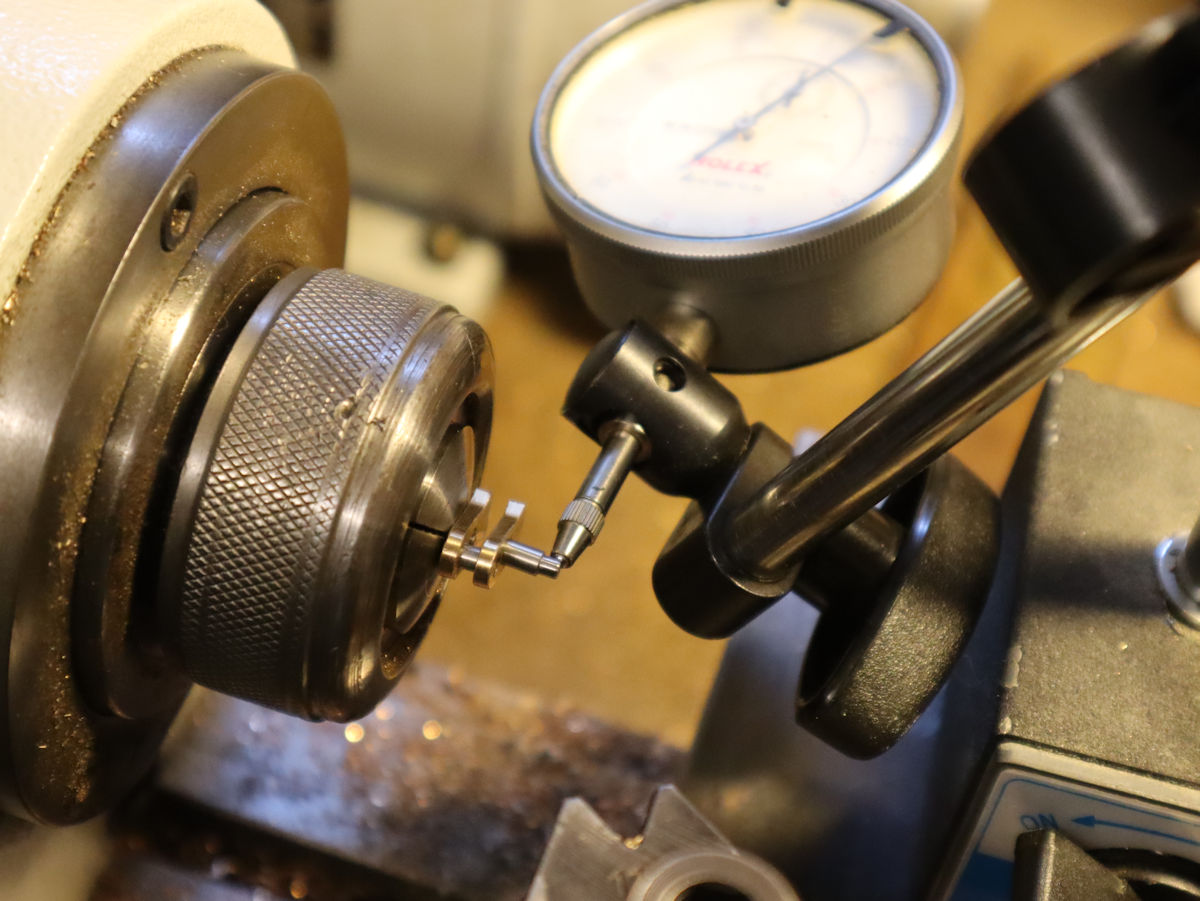
Pour évaluer l'état du prototype, on le monte en pince et l'excentration de l'autre côté est évaluée au comparateur.
Mieux qu'un dixième, on est surpris en bien, mais le défaut est quand même dix fois trop grand et la rigidité est très faible.
La prochaine version corrigera ce problème, avec des cotes plus répétables sur tous les alésages.
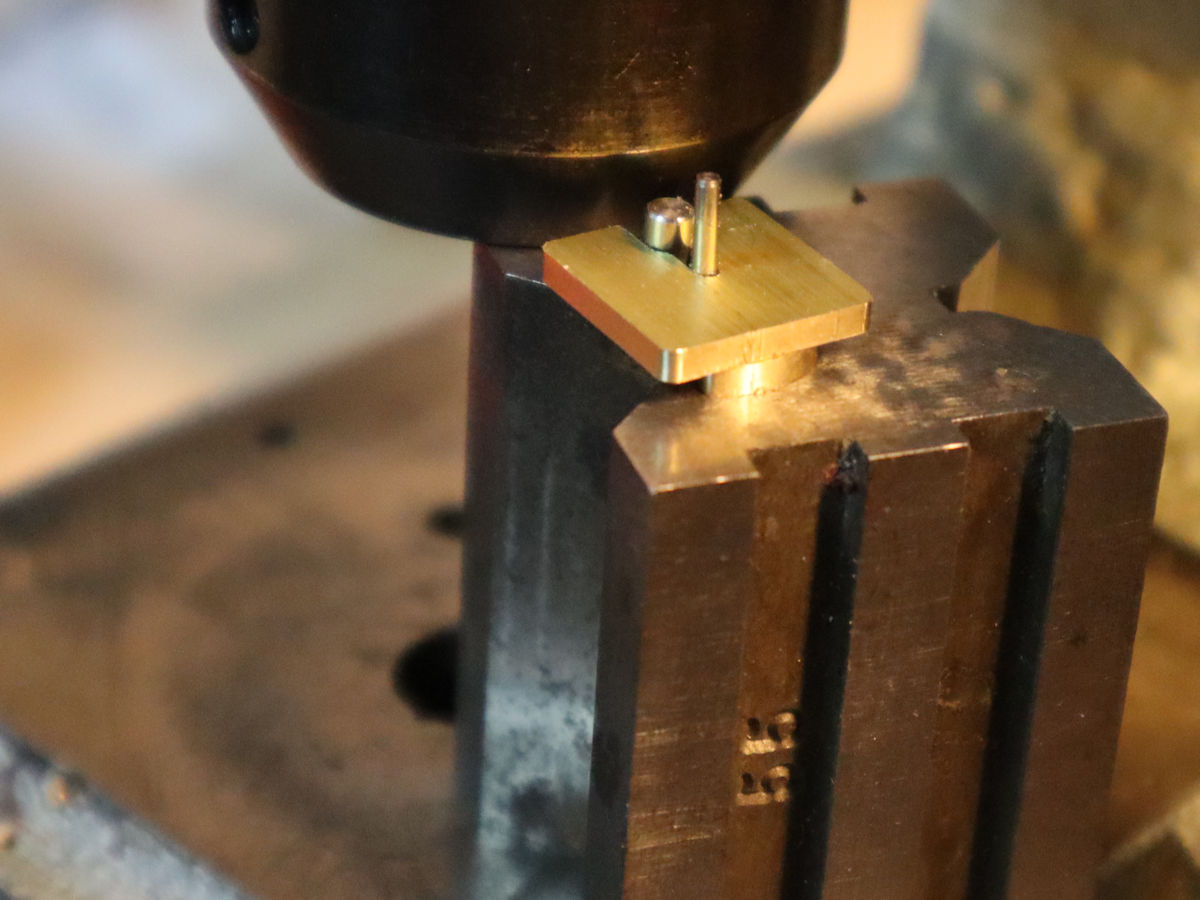
Pour terminer ce test, le montage est présenté sur l'outil Quadra.
Le guide est réinstallé et la clef plate est ajustée pour créer le méplat oublié qui permet de garantir son horizontalité.
Bref c'est à refaire, même s'il n'est rien arrivé de grave !
Mieux qu'un dixième, on est surpris en bien, mais le défaut est quand même dix fois trop grand et la rigidité est très faible.
La prochaine version corrigera ce problème, avec des cotes plus répétables sur tous les alésages.
Pour terminer ce test, le montage est présenté sur l'outil Quadra.
Le guide est réinstallé et la clef plate est ajustée pour créer le méplat oublié qui permet de garantir son horizontalité.
Bref c'est à refaire, même s'il n'est rien arrivé de grave !