Conversion 030T : la 030 TU
Conversion d'une 030 TU REE
Il y a... un certain temps, nous avons eu le plaisir de rencontrer Mr Christophe Chapelle de REE pour une excellente discussion.
Son entreprise s'est montrée très ouverte à une collaboration pour les modélistes qui auraient envie d'utiliser nos roues pour convertir leurs modèles de locomotives à vapeur en Proto'87.
REE nous a transmis un prototype de sa 030 TU, un grand merci pour ce geste très apprécié !
Finalement, nous trouvons un moment pour vous présenter cette conversion, ou du moins les étapes du montage que nous pouvons assurer.
Il y a... un certain temps, nous avons eu le plaisir de rencontrer Mr Christophe Chapelle de REE pour une excellente discussion.
Son entreprise s'est montrée très ouverte à une collaboration pour les modélistes qui auraient envie d'utiliser nos roues pour convertir leurs modèles de locomotives à vapeur en Proto'87.
REE nous a transmis un prototype de sa 030 TU, un grand merci pour ce geste très apprécié !
Finalement, nous trouvons un moment pour vous présenter cette conversion, ou du moins les étapes du montage que nous pouvons assurer.

Mises en garde
Cette machine est un prototype d'un modèle qui connait une belle carrière, avec de nombreuses variantes et évolutions, il est donc normal que des caractéristiques aient bien évolué.
D'autre part, le but de ce prototype est de subir de nombreux essais et manipulations.
Il n'est donc ni complet, ni fonctionnel et bien sûr, on ne s'en formalisera pas !
Finalement, nous ne disposons pas de la documentation et notre démontage n'est pas forcément très académique...
Cette machine est un prototype d'un modèle qui connait une belle carrière, avec de nombreuses variantes et évolutions, il est donc normal que des caractéristiques aient bien évolué.
D'autre part, le but de ce prototype est de subir de nombreux essais et manipulations.
Il n'est donc ni complet, ni fonctionnel et bien sûr, on ne s'en formalisera pas !
Finalement, nous ne disposons pas de la documentation et notre démontage n'est pas forcément très académique...


Allez, c'est parti !
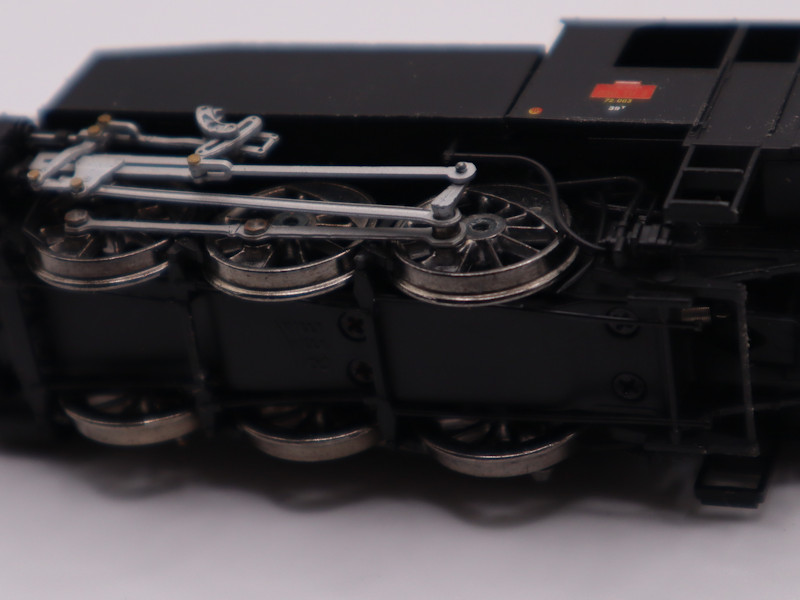
La tringlerie de frein, collée, masque l'accès aux vis fixant le fond, notre démontage est laborieux.
On voit l'entraînement par l'essieu médian, les axes de 2.00 mm, les paliers laiton, mais aussi le débattement latéral assez important, grand public oblige, mais aussi les pièces injectées composant l'embiellage et qui interdiront l'utilisation de la soudure au remontage.
La bielle d'accouplement est gravée d'un seul tenant, les quatre autres manetons étant des vis à tête six pans de M1.4 avec une portée cylindrique de 1.5 mm.
La tringlerie de frein, collée, masque l'accès aux vis fixant le fond, notre démontage est laborieux.
On voit l'entraînement par l'essieu médian, les axes de 2.00 mm, les paliers laiton, mais aussi le débattement latéral assez important, grand public oblige, mais aussi les pièces injectées composant l'embiellage et qui interdiront l'utilisation de la soudure au remontage.
La bielle d'accouplement est gravée d'un seul tenant, les quatre autres manetons étant des vis à tête six pans de M1.4 avec une portée cylindrique de 1.5 mm.


Les axes sont moletés pour immobiliser la bague isolante et tous comportent un moletage dans le plan médian pour le pignon.
Sur l'essieu menant (M3) la portée est un peu plus importante, la roue injectée comporte un perçage cylindrique dans lequel la contre-manivelle fendue s'insère jusqu'au clipsage.
Pour démonter, j'ai préféré déposer les roues au Puller et pincer un peu depuis la face interne de la roue pour la sortir en la poussant, cela fonctionne très bien mais la manivelle n'est pas immobilisée en rotation à angle fixe.
La version de série est différente !
Sur l'essieu menant (M3) la portée est un peu plus importante, la roue injectée comporte un perçage cylindrique dans lequel la contre-manivelle fendue s'insère jusqu'au clipsage.
Pour démonter, j'ai préféré déposer les roues au Puller et pincer un peu depuis la face interne de la roue pour la sortir en la poussant, cela fonctionne très bien mais la manivelle n'est pas immobilisée en rotation à angle fixe.
La version de série est différente !
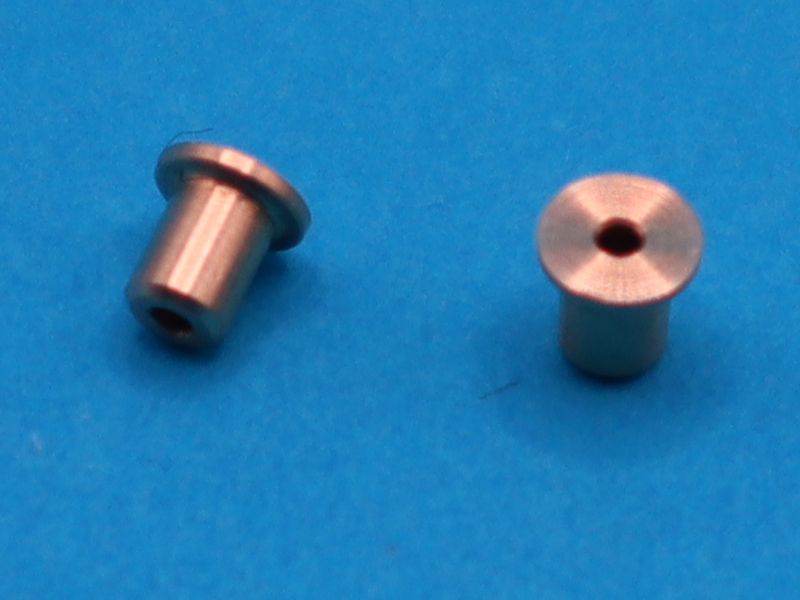
Pour les essieux menés M1 et M2, nous optons pour une douille de montage brute que nous taraudons à M1.4, de manière à conserver le maneton vissé d'origine.
Pour l'essieu mené M3, notre maneton menant 50084U qui convient au modèle de série n'est pas adapté à ce prototype, il faut donc une variante que nous mettrons en ligne au besoin.
Les trois essieux ont besoin d'un alésage de 1.99 mm au maneton, pratiqué avant montage.
Nos axes Miquado, maintenant en boutique puisque nous ne montons plus pour vous, sont complétés d'une version de diamètre 2.00 mm.
Pour l'essieu mené M3, notre maneton menant 50084U qui convient au modèle de série n'est pas adapté à ce prototype, il faut donc une variante que nous mettrons en ligne au besoin.
Les trois essieux ont besoin d'un alésage de 1.99 mm au maneton, pratiqué avant montage.
Nos axes Miquado, maintenant en boutique puisque nous ne montons plus pour vous, sont complétés d'une version de diamètre 2.00 mm.


Passons sur le montage des demi-axes, similaire à celui montré sur notre page Miquado.
La seule opération spécifique est de terminer l'alésage à 1.99 mm des portées de maneton par un léger chanfrein à 45° effectué avec une fraise tenue à la main.
La seule opération spécifique est de terminer l'alésage à 1.99 mm des portées de maneton par un léger chanfrein à 45° effectué avec une fraise tenue à la main.


Il faut monter et caler les essieux avant d'ajouter les inserts de manetons, c'est plus simple pour utiliser notre outil Quadra.
C'est pour ceci que nous vous proposons nos faux manetons Quadra !
L'utilisation de l'outil est similaire à ce que nous vous avons montré sur sa page, sans surprise.
Voici la configuration des mors Quadra pour cette application.
C'est pour ceci que nous vous proposons nos faux manetons Quadra !
L'utilisation de l'outil est similaire à ce que nous vous avons montré sur sa page, sans surprise.
Voici la configuration des mors Quadra pour cette application.


Maintenant, on remonte...
Et voilà, toute cette préparation des essieux se termine en réunissant ici les deux moitiés.
Hop dans l'outil et c'est fait en un (ou deux...) tournemains.
On peut alors retirer les faux manetons et chasser les inserts.
Et voilà, toute cette préparation des essieux se termine en réunissant ici les deux moitiés.
Hop dans l'outil et c'est fait en un (ou deux...) tournemains.
On peut alors retirer les faux manetons et chasser les inserts.


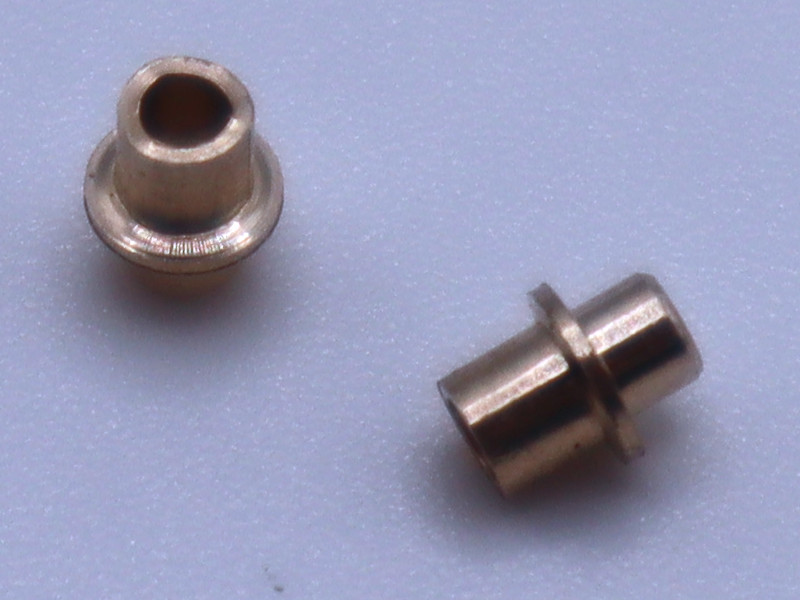
Pour nous épargner un travail désormais difficile, nous fournissons maintenant les douilles de montage brutes percées à un diamètre de 0.8 mm.
Il vous reste donc à les percer au bon diamètre pour le taraudage de M1.4.
Bien sûr, dans notre cas, nous sommes bien aidés par notre perceuse colonne, notre support de pince Schaublin et note appareil à tarauder.
Il vous reste donc à les percer au bon diamètre pour le taraudage de M1.4.
Bien sûr, dans notre cas, nous sommes bien aidés par notre perceuse colonne, notre support de pince Schaublin et note appareil à tarauder.


Ne reste plus qu'à chasser les inserts et le maneton menant.
Voici le train obtenu, à comparer avec le train d'origine !
Allez, courage, ce n'est pas si difficile...
A comparer avec la conversion de la 030 TU Jouef par Arthur !
Un dernier point sur ce modèle REE par rapport aux normes de roulement.
Je respecte le choix d'une hauteur de boudin de 0.6 mm, un compromis qui rend la machine esthétique et tout terrain.
Dommage pour l'épaisseur du bandage à 3 mm, et bravo pour l'épaisseur réaliste des rayons !
Voici le train obtenu, à comparer avec le train d'origine !
Allez, courage, ce n'est pas si difficile...
A comparer avec la conversion de la 030 TU Jouef par Arthur !
Un dernier point sur ce modèle REE par rapport aux normes de roulement.
Je respecte le choix d'une hauteur de boudin de 0.6 mm, un compromis qui rend la machine esthétique et tout terrain.
Dommage pour l'épaisseur du bandage à 3 mm, et bravo pour l'épaisseur réaliste des rayons !

