Conversion 232 : la 1.232TC Lilliput
Conversion 232 : la T18 Lilliput
On sait que cette locomotive a été reproduite bien des fois dont un récent modèle magnifique chez ESU par exemple.
On sait aussi que la version Lilliput, aux yeux de certains, n'est plus au standard actuel.
Certains revendront leur modèle, d'autres s'en détourneront, d'autres encore remiseront la machine dans leur vitrine.
Il est vrai que cette locomotive, avec ses boudins compatibles Märklin, est plutôt encline à prendre les tirefonds pour une crémaillère.
Certains d'entre vous ont envie de remettre son train de roues au goût du jour, ils savent à qui s'adresser !
On sait que cette locomotive a été reproduite bien des fois dont un récent modèle magnifique chez ESU par exemple.
On sait aussi que la version Lilliput, aux yeux de certains, n'est plus au standard actuel.
Certains revendront leur modèle, d'autres s'en détourneront, d'autres encore remiseront la machine dans leur vitrine.
Il est vrai que cette locomotive, avec ses boudins compatibles Märklin, est plutôt encline à prendre les tirefonds pour une crémaillère.
Certains d'entre vous ont envie de remettre son train de roues au goût du jour, ils savent à qui s'adresser !


Démontage
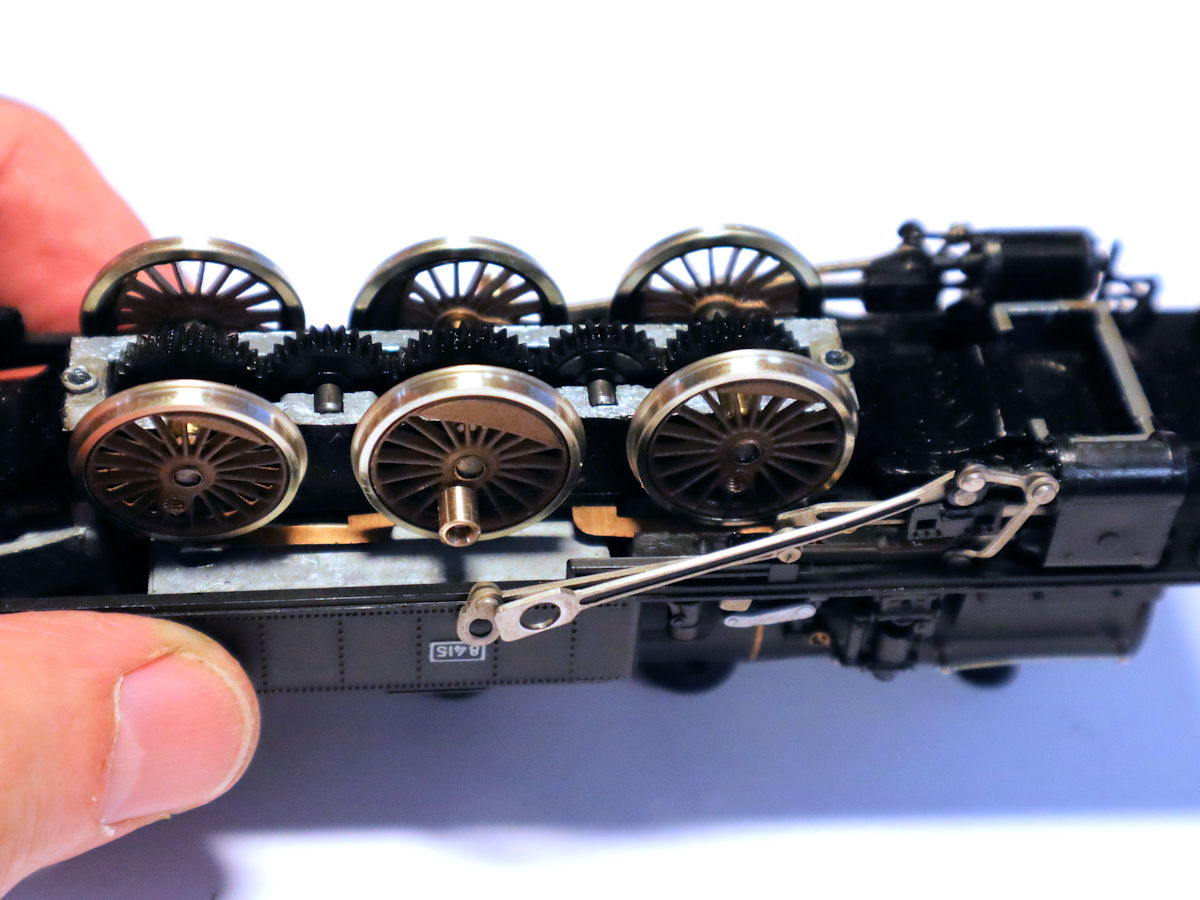
Le fond de chassis tombe au démontage des deux vis qui tiennent aussi les bogies.
Une particularité de ce montage est que tous les essieux sont moteurs, grâce à une cascade de pignons.
Pour éviter l'hyperstatisme, les bielles d'accouplement sont rendues inopérantes ou presque au moyen de jeux importants.
Par contre, il faudra caler les pignons par rapport aux manetons.
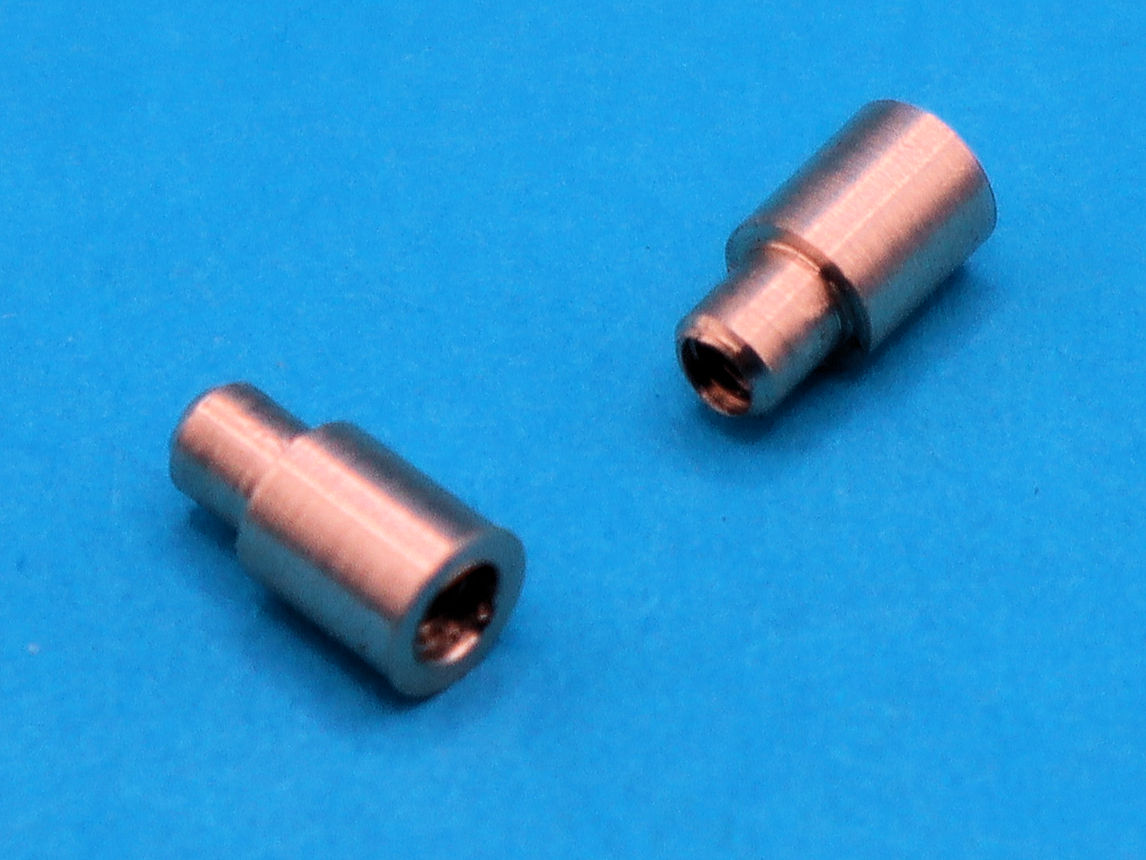
Seconde particularité, au niveau de l'essieu menant, on voit un canon de diamètre 3.40 mm sur une longeur de 4.00 mm, taraudé à M2 : c'est beaucoup pour nos fonderies, il faudra en tenir compte.
Les manetons menés sont obtenus par une portée cylindrique sur une vis à tête hexagonale filetée à M2.
Le fond de chassis tombe au démontage des deux vis qui tiennent aussi les bogies.
Une particularité de ce montage est que tous les essieux sont moteurs, grâce à une cascade de pignons.
Pour éviter l'hyperstatisme, les bielles d'accouplement sont rendues inopérantes ou presque au moyen de jeux importants.
Par contre, il faudra caler les pignons par rapport aux manetons.
Seconde particularité, au niveau de l'essieu menant, on voit un canon de diamètre 3.40 mm sur une longeur de 4.00 mm, taraudé à M2 : c'est beaucoup pour nos fonderies, il faudra en tenir compte.
Les manetons menés sont obtenus par une portée cylindrique sur une vis à tête hexagonale filetée à M2.

Un tel diamètre impose de remplacer le maneton, ou comme nous allons le faire ici, conserver ce maneton inchangé mais tarauder le moyeu bronze de nos roues à ce diamètre M2 : il y a assez de matière.
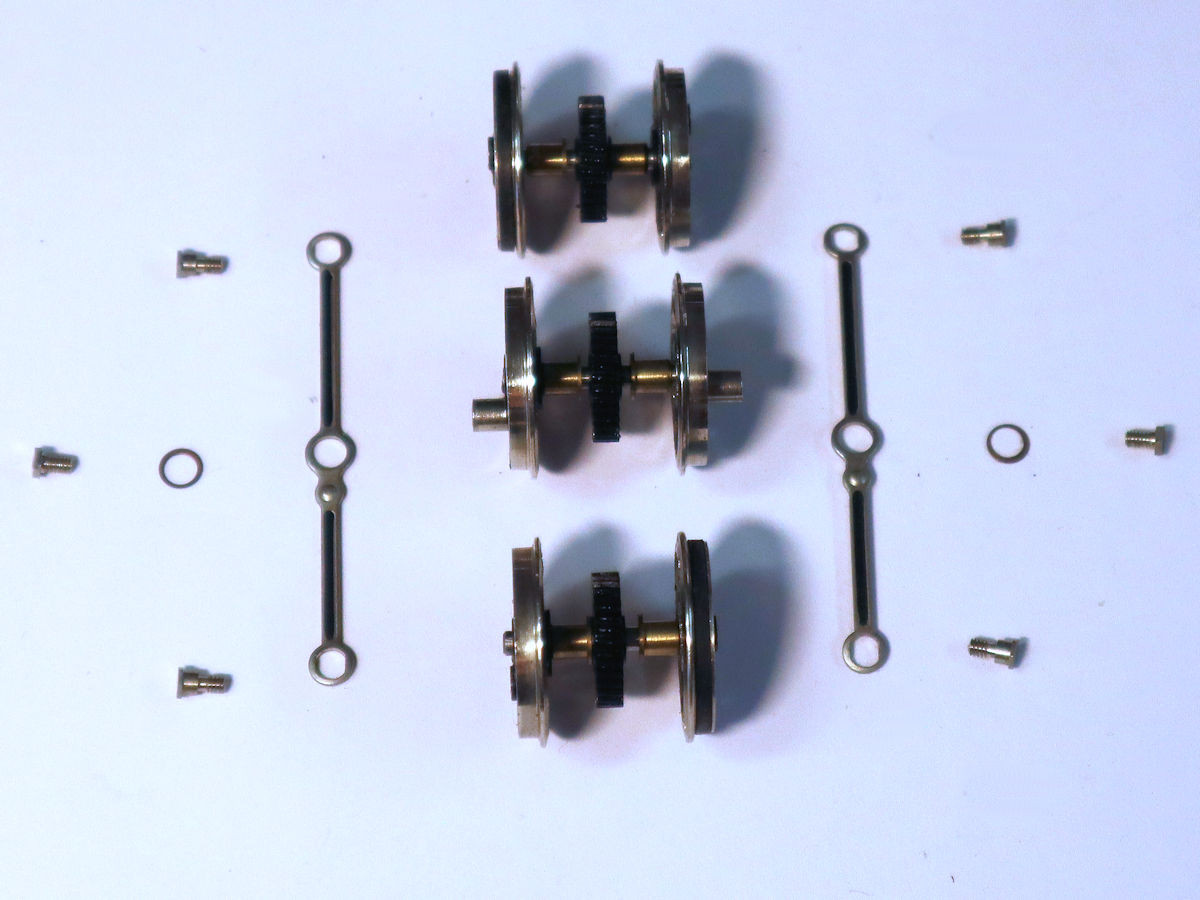
Il nous faut récupérer le pignon et les deux paliers : pour celà, le Puller est précieux.
On découvre une caractéristique des modèles de cet âge : une roue est isolée au moyeu mais pas l'autre, le chassis est donc polarisé.
Comme toutes les roues Apogée Vapeur sont isolées à la jante, on pourra réutiliser le frotteur d'origine mais il faudra le compléter d'un petit frère sur l'autre côté du chassis, le chassis et l'embiellage seront donc neutres après transformation ainsi que les bogies d'ailleurs.
Il nous faut récupérer le pignon et les deux paliers : pour celà, le Puller est précieux.
On découvre une caractéristique des modèles de cet âge : une roue est isolée au moyeu mais pas l'autre, le chassis est donc polarisé.
Comme toutes les roues Apogée Vapeur sont isolées à la jante, on pourra réutiliser le frotteur d'origine mais il faudra le compléter d'un petit frère sur l'autre côté du chassis, le chassis et l'embiellage seront donc neutres après transformation ainsi que les bogies d'ailleurs.

Un point à traiter : il ne sera pas possible d'utiliser nos manetons standards au moment du calage.
De manière à utiliser notre outil de calage Quadra, nous avons donc développé une variante filetée à M2, notre nouvelle référence 50086U.
Ainsi, pas d'autre modification nécessaire à la procédure de calage.
De manière à utiliser notre outil de calage Quadra, nous avons donc développé une variante filetée à M2, notre nouvelle référence 50086U.
Ainsi, pas d'autre modification nécessaire à la procédure de calage.
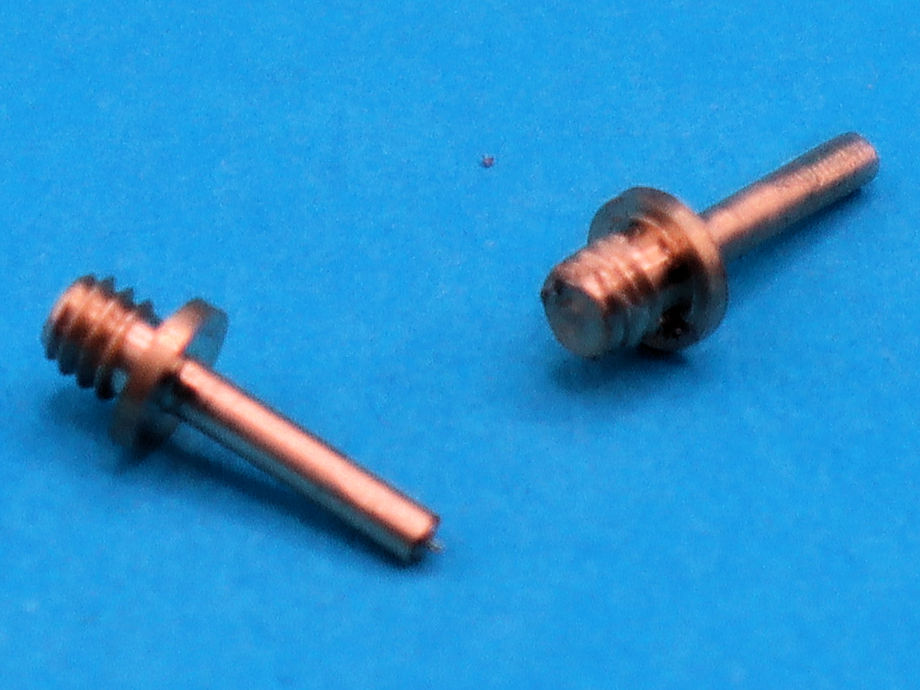

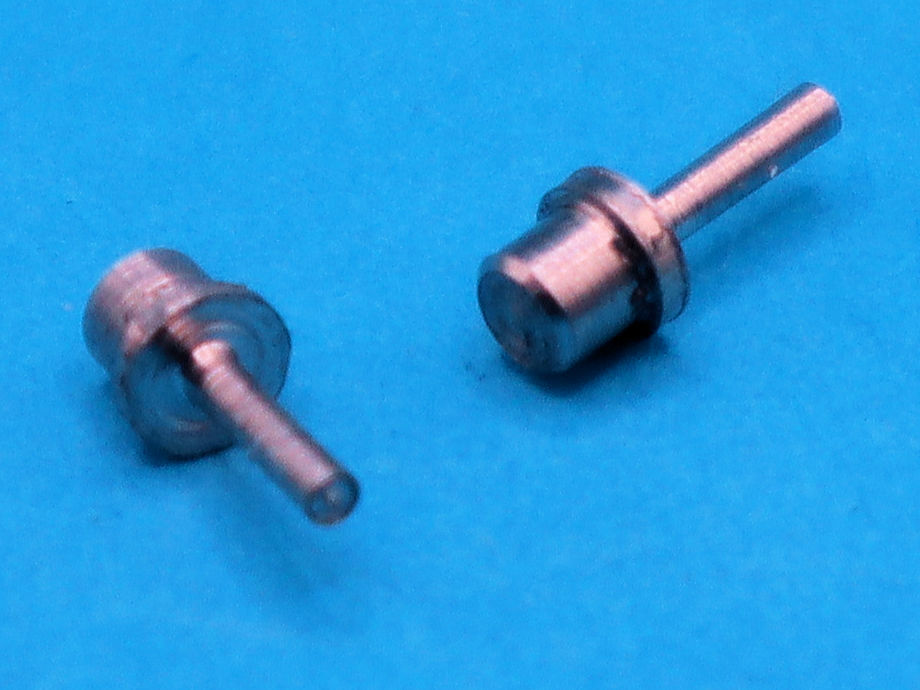
Le maneton menant d'origine doit être remplacé avec un minimum de transformation.
La vis à tête fendue peut être conservée à condition d'ajouter à notre fonderie un canon comportant le taraudage correspondant.
Notre moyeu peut être alésé à un diamètre de 2.39 mm car il faut quand même un peu de matière autour de ce taraudage mais on arrive aux limites !
En respectant le diamètre et la longueur du canon d'origine, on arrive à ce nouveau maneton menant spécial ref 50086U.
Avec ce diamètre d'alésage, le calage pose aussi une nouvelle question qui ne permet pas l'emploi de notre faux maneton 50075U habituel.
Pour retrouver notre procédure habituelle de calage, nous définissons un nouveau faux maneton ref 50088U.
La vis à tête fendue peut être conservée à condition d'ajouter à notre fonderie un canon comportant le taraudage correspondant.
Notre moyeu peut être alésé à un diamètre de 2.39 mm car il faut quand même un peu de matière autour de ce taraudage mais on arrive aux limites !
En respectant le diamètre et la longueur du canon d'origine, on arrive à ce nouveau maneton menant spécial ref 50086U.
Avec ce diamètre d'alésage, le calage pose aussi une nouvelle question qui ne permet pas l'emploi de notre faux maneton 50075U habituel.
Pour retrouver notre procédure habituelle de calage, nous définissons un nouveau faux maneton ref 50088U.
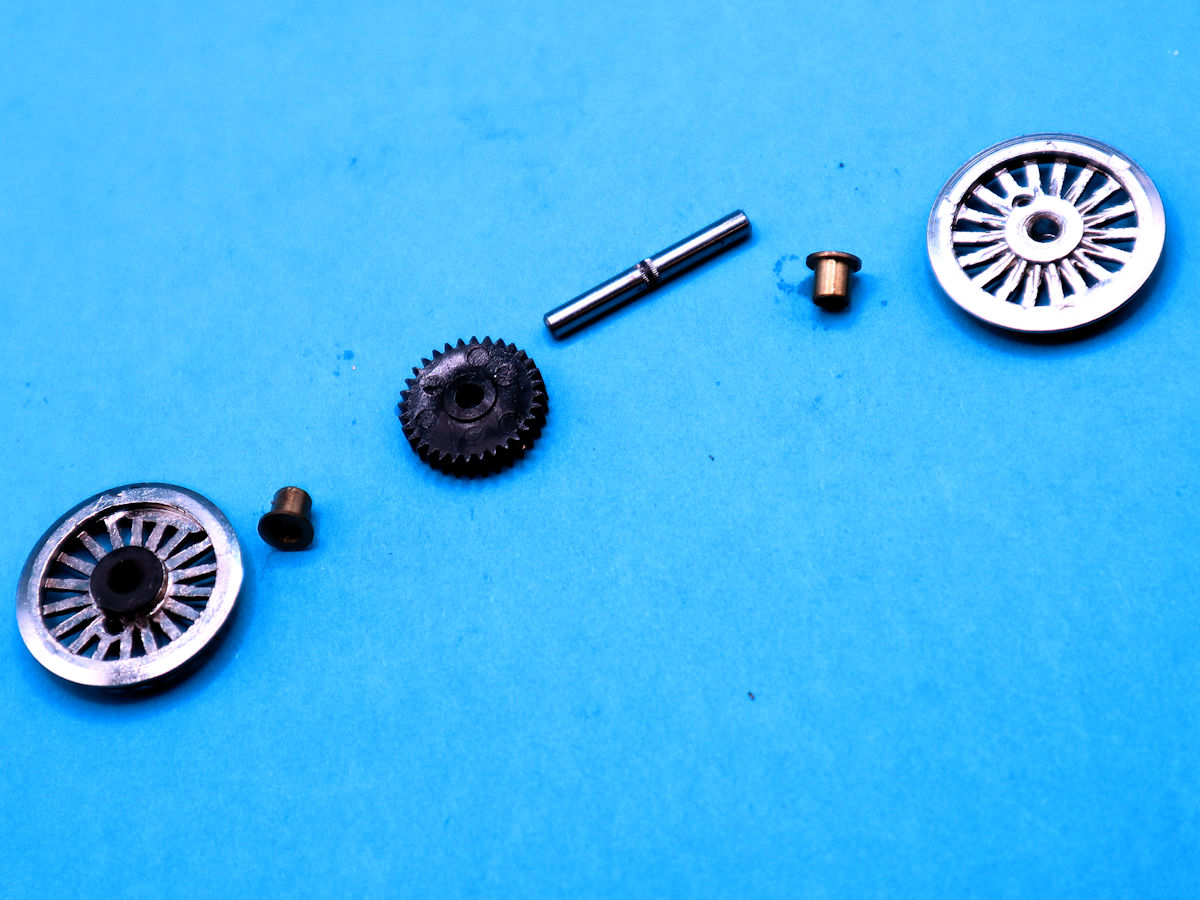
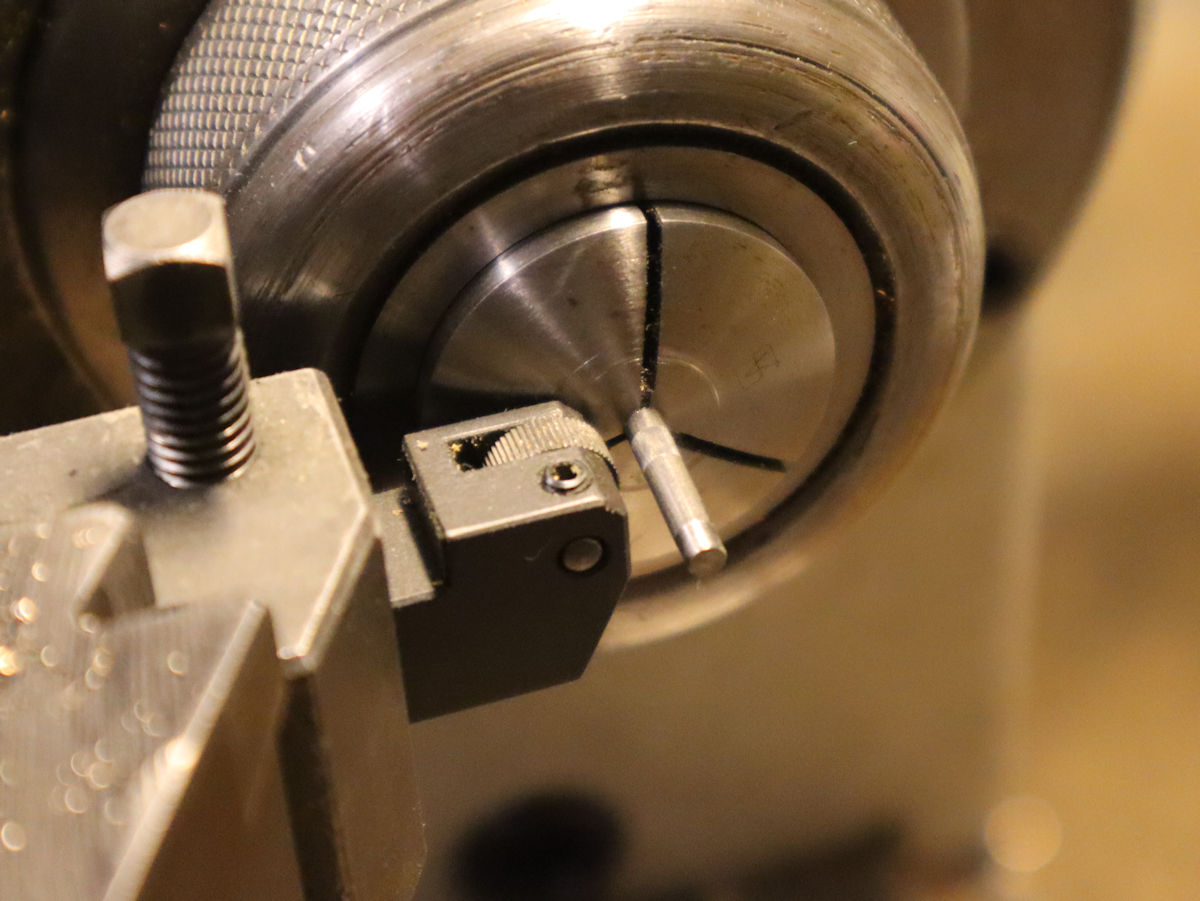
Le pignon hélicoïdal doit être conservé, mais il est monté très dur sur l'axe d'origine, peut être est-il même surmoulé.
Il a fallu utiliser le Puller pour l'extraire assez violemment.
Cet axe, de diamètre 2.50 mm, sera remplacé par notre référence 50080U, et pour retrouver un montage en force nous moletons au tour.
C'est le bon moment pour remonter le pignon !
Il a fallu utiliser le Puller pour l'extraire assez violemment.
Cet axe, de diamètre 2.50 mm, sera remplacé par notre référence 50080U, et pour retrouver un montage en force nous moletons au tour.
C'est le bon moment pour remonter le pignon !

Nous avons maintenant la base pour caler nos essieux moteurs sur l'outil Quadra.
La seconde portée est préparée pour un diamètre de 2.40 mm, nous l'agrandissons légèrement à la lime queue de rat jusqu'à notre diamètre 2.50 mm.
C'est pour ce genre de cas que la gravure en acier de l'outil est disponible séparément, ref 50037G.
C'est le moment d'utiliser l'outil Quadra dans un but non encore abordé jusqu'ici : le calage simultané des roues et du pignon.
En effet, il est indispensable que les trois pignons soient calés au même angle, même si la valeur de cet angle est sans importance.
Nous utilisons une gravure inutile pour créer d'un pli un index que nous insérons dans la denture, et voilà le travail.
La seconde portée est préparée pour un diamètre de 2.40 mm, nous l'agrandissons légèrement à la lime queue de rat jusqu'à notre diamètre 2.50 mm.
C'est pour ce genre de cas que la gravure en acier de l'outil est disponible séparément, ref 50037G.
C'est le moment d'utiliser l'outil Quadra dans un but non encore abordé jusqu'ici : le calage simultané des roues et du pignon.
En effet, il est indispensable que les trois pignons soient calés au même angle, même si la valeur de cet angle est sans importance.
Nous utilisons une gravure inutile pour créer d'un pli un index que nous insérons dans la denture, et voilà le travail.


Maintenant que le calage est fait sur les trois essieux moteurs, on peut envisager de monter le maneton menant.
Le plus simple est d'utiliser de nouveau le Puller.
Dernière étape : le bogie.
L'extraction des essieux d'origine se fait au Puller, l'insertion avec calage à l'oeil est faite à l'outil Quadra.
Le plus simple est d'utiliser de nouveau le Puller.
Dernière étape : le bogie.
L'extraction des essieux d'origine se fait au Puller, l'insertion avec calage à l'oeil est faite à l'outil Quadra.

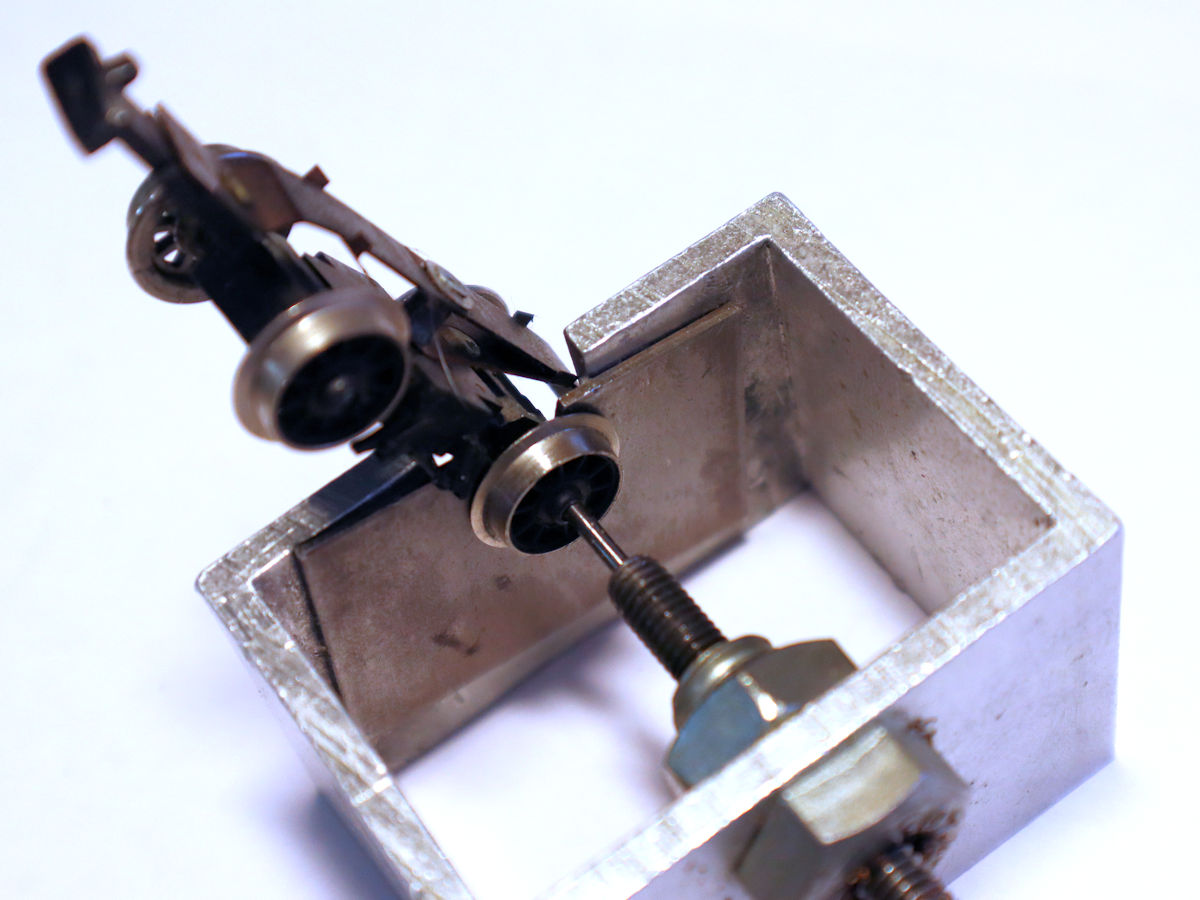
Le remontage demande une attention spéciale lors de l'engagement des essieux, car ceux-ci doivent être calés sur la bonne dent des pignons intermédiaires.
La proposition la plus simple de monter les trois essieux, essayer les deux bielles d'accouplement, puis décaler au besoin le pignon intermédiaire selon le résultat obtenu.
Ce fut rapide dans notre cas, et le résultat en vaut la peine !
La proposition la plus simple de monter les trois essieux, essayer les deux bielles d'accouplement, puis décaler au besoin le pignon intermédiaire selon le résultat obtenu.
Ce fut rapide dans notre cas, et le résultat en vaut la peine !