Projet permanent
- Les roues Apogée Vapeur , les prix
- Projet permanent par trains complets
- Naissance d'un nouveau diamètre
Les roues Apogée Vapeur
Nous vous suggérons de prendre les trains complets : comme nous ne dépareillons pas les fonderies, c'est moins cher.
Si un essieu isolé de train complet existant est absent de notre Boutique en Ligne, contactez-nous.
Nous livrons les roues assemblées : le rayonnage bronze moulé est usiné, isolé à la jante et le bandage maillechort décolleté est chassé.
Le maneton, pour les roues qui en comportent un, est fourni séparément : à visser dans le rayonnage, taraudé à M1.7 mm dans la plupart des cas, parfois à M1.4 mm pour les plus petites roues motrices.
Ce diamètre peu courant de M1.7 est celui de notre fournisseur de manetons : pour taraud et filière adaptés, voir la collection Notre Atelier.
Vous montez et calezVous montez vous-même : l'essieu est fourni non chassé.Ceci vous permet de passer vos paliers et pignons lors du montage. Nous fournissons au choix des axes de 3.18 mm à l'anglaise ou de 3.00 mm à la française, n'oubliez pas de nous le préciser lors de votre commande. Reste à caler l'essieu en utilisant notre outil de calage Quadra. Ce mode de faire vous permet de choisir le type de palier en fonction de votre réalisation, voire d'utiliser l'essieu dans un chassis fraisé non suspendu. |
 |
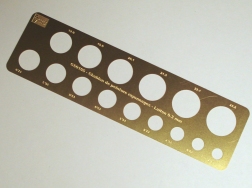
| Mais dans tous les cas, il faudra peindre vos roues si vous ne les brunissez pas... Nos kits récents contiennent un chablon adapté au diamètre des roues du modèle. Pour les autres, voici notre pochoir universel ref 50105G ! Cette gravure contient les diamètres intérieurs des bandages de notre collection. |
 |
Les prix
Les essieux sont au prix suivant dans les deux normes RP25-88 et Proto'87 :
- Essieu porteur : 17.00 € + montage sur axe sur demande (15.00 €),
- Essieu moteur sans maneton : 19.00 €,
- Essieu moteur à maneton : 27.00 € + montage sur axe sur demande (30.00 €),
- Dégressif par jeu complet : -2.00 € par essieu à maneton, -1.00 € par essieu sans maneton.
- Système Isovap : voir cette page pour le lien direct sur notre Boutique en Ligne.
Projet permanent par trains complets
Sauf mention contraire (quelques références spéciales), chaque roue de notre catalogue peut être produite en norme RP25-88 ou Proto'87, pour autant que nous ayons déjà les bandages dans cette norme.
Nous lançons donc un projet permanent : de nombreuses roues sont développées et prêtes à produire, la suite dépend de vous !
Un grand nombre de jeux d'essieux ont été définis pour vous simplifier la combinaison des références et vous proposer des conditions avantageuses : vous les retrouverez dans notre boutique, et ceux que nous nous apprêtons à produire sont listés sur cette page.
Projet permanent par rayonnage : seuils et trains possibles
Pour les Trains du futur de notre projet permanent Les Roues, vous pouvez continuer de réserver.
Nous mettrons en fabrication les essieux dont le diamètre existe dans notre gamme (plus aucun nouveau diamètre) et au moins quatre essieux moteurs ou six essieux porteurs identiques sont réservés.
Quand ce quota est atteint, nous prenons les commandes et nous les validons dans les 30 jours ou alors votre réservation est annulée.
Si nous n'obtenons pas toutes les commandes promises, la mise en fabrication de la référence est annulée et les commandes prises sont annulées.
Naissance d'un nouveau diamètre
Un diamètre de roues dans nos productions implique un certain nombre de composants : bagues isolantes en Rilsan, bandages en maillechort décolletés le plus souvent dans deux normes de roulement différentes, ce qui représente un investissement considérable et souvent incertain.
De plus, un certain nombre d'outillages spécifiques sont à créer et valider, ce que nous vous exposons ici.
| Notre outil de base dans bien des cas pour usiner de "grosses" pièces : une pince au diamètre 30.0 mm sur notre tour Schaublin muni d'une broche W20, dont les pinces standard vont jusqu'au diamètre 20.0 mm. Les bruts dont nous partons pour deux diamètres de roues : 24.1 mm et 26.4 mm. Dans un mandrin trois mors, on crée une face dressée et une portée de 30.0 mm. Les usinages suivants sont en pince pour assurer concentricité et perpendicularité. |
 |
 |
| Prise en pince et appuyée sur la face dressée, nous pouvons assurer la géométrie de cette pièce qui nous servira à charioter les rayonnages en bronze de toutes les roues d'un diamètre donné. Cette première prise d'une grande pièce permet de créer une portée de 20.0 mm, dresser l'autre face et finir les deux longueurs. On en profite pour centrer et amorcer un perçage dont on verra plus tard l'utilité. |
 |
 |
| En pince standard de 20.0 mm, la portée de 30.0 est ramenée au diamètre exact du rayonnage charioté. Pour chaque diamètre de roues, une pièce mènera le rayonnage pendant son chariotage et l'autre servira de contre-pièce pour l'immobiliser. Le rayonnage s'appuie par la jante, d'où le creusement de la face pour laisser de la place au moyeu et au contrepoids du rayonnage. La pièce menante est percée et alésée à 2.50 mm, la contre-pièce est alésée à 2.40 mm : nous verrons ensuite pourquoi ! |
 |
 |
Nous ajouterons au centre de la pièce menante une pige de 2.50 mm immobilisée à la Loctite, avec une portée de 2.38 mm sur laquelle on centre le rayonnage. Ainsi, s'il faut un autre diamètre au centre, il suffit de changer la pige.
Pour cela, on chassera la pige depuis l'arrière, d'où le perçage amorcé plus haut !
La contre-pièce alésée à 2.40 est donc centrée elle aussi sur la pige, mais il faudra ruser un peu si plusieurs piges sont utilisées...
Quand nous recevrons les rayonnages, nous ajouterons un doigt d'entraînement du rayonnage.
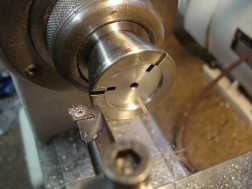
| Pour travailler correctement, il faut de vrais outils ; c'est pourquoi nous nous fournissons chez Realtools, pouf pouf ! Pour chaque diamètre de roues supérieur à 20.0 mm, nous utilisons une pince ajustable pour deux cotes utiles : le bandage au niveau du plan de roulement, et le rayonnage brut. Nous faisons le premier usinage en attendant l'arrivée des fonderies pour terminer la pince en la rendant élastique, ce qui nécessite de percer le centre jusqu'aux trois fentes. |
 |
 |
| Le bandage entre juste, et s'appuie sur un décrochement qui permet de serrer une roue montée en laissant la place pour le contrepoids et le bossage du maneton. Quand ces cotes sont réglées, on en profite pour préparer des pastilles de 30.0 mm, qui serviront plus tard au calage des roues. Photo de famille : les pinces et posages de calage pour le diamètre de 24.1 mm et celui de 26.4 mm. |
 |
 |
| Mais pour caler un essieu, il faudra deux cales identiques, c'est pourquoi nous utilisons les deux côtés de nos deux cales. Cette fois, la distance entre le fond des cales et la face externe des bandages de roues est importante, mais la cote dos à dos des bandages sera assurée par un autre moyen que nous verrons ultérieurement. |
 |
 |
| Prochain défi : comment chasser un bandage sur une bague isolante et sur un rayonnage usiné, en assurant solidité, centrage et perpendicularité sans flamber les rayons ? Premier élément de réponse : un nouveau posage dont l'embase commune aux deux normes de roulement est usiné à une longeur précise et le diamètre entre juste dans les bandages. |
 |
 |
| Le traitement des cônes est commencé. On part d'ébauches avec une portée de 30.0 et une face dressée. Prise en pince de 30.0, reprendre la face opposée à une longueur connue. Une pièce par diamètre et par norme de roulement : usinage d'un logement pour le bandage, et du reste de la géométrie fonctionnelle de la pièce. |
 |
 |
| Les fonderies sont arrivées, on reprend le rythme de croisière. Voici les deux fonderies qui nous concernent. |
 |
 |
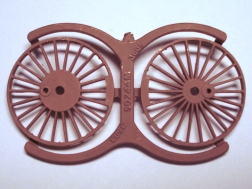
| Des roues de 26.4 mm d'abord. A ma gauche, une roue de Crampton Est avec son gros poids central qui alourdissait un peu ce poids plume du rail. A ma droite, une roue de Crampton Nord, avec un petit moyeu mais les mêmes petits contrepoids et la même fixation par rivetage de la jante au bandage, que l'on voit entre les rayons. Les mêmes après dégrappage ! |
 |
 |
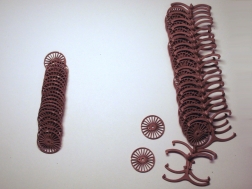
| Et une autre grappe pour les Crampton PLM, de 24.1 mm de diamètre. La pêche est moins bonne... malgré un modèle maître correct, et j'ai des photos pour en attester, l'une des deux roues est inutilisable : voyez la roue de droite, à 11:00. Une saleté s'est glissée dans le moule. On peut faire une esclandre et renvoyer le lot, je l'ai parfois fait. On peut faire constater le défaut, c'est ce que je ferai cette fois pour faire un nouveau tirage de la même quantité et jeter la roue défectueuse. |
 |
 |
| Maintenant que les rayonnages sont là, on peut terminer les posages avant de faire la production. Le diamètre n'est jamais celui prévu sur la CAO, et les pièces ne sont jamais aussi rondes qu'à l'écran... Par contre, d'un rayonnage à un autre du même diamètre, chez un même fondeur, les cotes sont relativement répétables. C'est pourquoi je fais en général une pince par fondeur, dans un diamètre donné ! Logement du rayonnage brut, épaulement pour asseoir la jante en laissant la place aux formes internes (moyeu, maneton). |
 |
 |
| Final un peu violent pour ce perçage qui rejoint la zone où la pince est en trois parties... Les mors de la pince tiennent encore par une petite partie triangulaire, la pince serre normalement. Ce diamètre permet d'insérer une pige si un réusinage de la pince s'avère nécessaire ultérieurement. Evider la chambre arrière dans laquelle déboucheront le perçage et le taraudage du maneton, et si les calculs sont bons, c'est la dernière passe qui désolidarise les trois parties de la pince. C'est chaud et le bruit d'usinage est moins sympathique... ne pas prolonger ! |
 |
 |
| Et voilà, la pince peut prendre du service : on va percer maintenant le maneton. Pareil sur les deux diamètres, bien sûr. Après la pince de 24.1 mm, celle de 26.4 mm... Cela commence à en faire un certain nombre, il y a risque de confusion. Tout le monde au poste ! |
 |
 |
| ... Poste de gravage à l'arc, bien sûr, pour marquer les pièces de posage. C'est le même principe qu'un poste de soudage par résistance électrique. Mais normalement, après le perçage, taraudage des roues de 24.1 mm. |
 |
 |
| On regarde la fonderie sur la tranche et ce genre de défaut apparait : c'est dû au peu de temps dont les ouvrières disposent pour démouler, les cires trop chaudes sont malléables. "Les ouvrières" : un homme est rarement capable de démouler une cire sans casse ! On peut mieux faire, mais il faut plus de temps et donc payer la fonderie plus cher. On compense ce défaut avec un autre tour pendable, qui suppose de doser son effort et donc un certain tour de main. On redresse en appuyant juste assez pour dépasser la limite élastique ; avec l'habitude on sait de combien on a contre-plié et c'est très rapide. |
 |
 |
| C'est en installant le rayonnage dans la pince qu'on "sent" si l'opération précédente est nécessaire. Le serrage dans cette pince doit se limiter au minimum efficace, sinon on flambe tous les rayons... Quant au dressage, qui s'effectue dans ce cas à l'outil intérieur puisque la pièce ne déborde pas de la pince, j'usine à l'oeil : la brillance augmente quand la face devient usinée, après élimination du reste des attaches. |
 |
 |
| Nous avons une pince au diamètre 26.4 mm et une à 24.1 mm, on peut reprendre la fabrication des pièces auxiliaires à ces diamètres : par exemple, les entretoises d'ajustement de la cote dos à dos. Ces entretoises sont indispensables pour tout montage d'essieu, c'est le tube de l'été... J'en fabrique une par norme de roulement et par diamètre. |
 |
 |
| Une autre vieille copine : ma fraiseuse. Table italienne, un vernier de tournage penser à multiplier par deux, broche allemande... Sa qualité principale : la broche prend les mêmes pinces Schaublin que le tour. Ici, une fraise scie pour couper une entretoise, puis on retourne l'entretoise et on la sépare en deux parties. Enfin, on danse le chatterton... On peut monter un essieu avec un gros pignon en plein milieu, ou contourner l'épaulement interne de la bague isolante en Proto. |
 |
 |
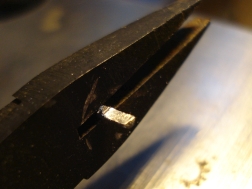
| Il faut un doigt pour entraîner la fonderie lors du chariotage, puisqu'on usine la face externe sur laquelle nous serrions à l'étape précédente. A la perceuse colonne, le posage monté sur le support de pince, on perce au diamètre standard (pour cet usage) de 1.5 mm. Le perçage est aussi éloigné que possible du centre, juste avant l'épaulement que nous avons laissé et donc facile à aligner manuellement. Chez les horlogers, une barre étirée prête au décolletage s'appelle un pied. Prenons donc le nôtre, arrondi à l'extrémité pour une insertion plus facile, et mesurons la longueur nécessaire pour le doigt. |
 |
 |
| Le pied est tronçonné au disque diamanté, ce qui évite l'écrasement par une pince coupante. Tant qu'on y est, on meule un méplat sur la moitié de l'épaisseur pour toute la zone en contact avec le rayonnage. En service, il faudra bien sûr prendre le contact sur le contrepoids pour éviter toute déformation des rayons. Pour les roues sans contrepoids, le méplat assure un contact sur une zone proche de la jante et évite la torsion d'un rayon. |
 |
 |
| Et voilà, en route pour le chariotage ! Sauf qu'ici, magie du direct, le taraudage n'a pas encore pu se faire puisque nos tarauds ne sont pas encore là. Le posage a un diamètre aussi grand que possible pour éviter les bavures avec ce bronze très ductile. |
 |
 |
| On enlève la contre-pièce, on retourne la fonderie et on ébavure d'un coup de lime, avec la main légère... Le rayonnage avec sa jante brute à gauche, chariotée à droite : l’opération retire les deux tiers de la matière. La raison : une grande section de jante permet au métal en fusion de pénétrer depuis le pourtour vers le moyeu via tous les rayons sans faire du bulles. |
 |
 |
| Isolation à la jante : on veut joindre un rayonnage en bronze, une bague isolante et un bandage. On prend des bandages en maillechort, en norme RP25-88 ou Proto'87 selon la commande, et des bagues isolantes décolletées en Delrin. |
 |
 |
| On s'approche doucement de l'abri anti-nucléaire où sont jalousement gardés nos secrets de fabrication... Voici l'un de nos outils primordiaux : une presse à vis. Ici pas de presse de X tonnes, nous préférons le minimum efficace plutôt que le maximum supportable ! Cette presse a chassé les bandages de toutes nos roues et monté - calé tous nos essieux finis. |
 |
 |
| On ouvre le bon tiroir, diamètre 14.3 mm dans ce cas, on prend les bonnes pièces... On ajuste l'outil mâle, la bague munie de son rayonnage, l'outil femelle, le bandage, un coup de presse et c'est fait ! Opération très rapide : 20 roues = 20 minutes changements compris. Désolé de ne pas être plus explicite mais vous verrez les opérations suivantes sur la même presse. Et on valide des outils de chassage. |
 |
 |
| Restait à chasser le bandage sur des rayonnages de 26.4, c'est fait. A l'arrière du rayonnage, la bague isolante est un peu plus visible. Dans notre stock, les roues "disponibles" sont au moins au stade suivant : modèle maître existant, fonderies commandées et bientôt arrivées. Selon le temps disponible et vos demandes, nous les amenons petit à petit au stade de rayonnages usinés. |
 |
Il se peut qu'un chassage suffise pour expédier votre commande. Sinon, vous pourrez devoir attendre peu ou prou que nous les préparions selon votre demande (norme de roulement, manetons, axe, etc.). |
| Dans notre boutique en ligne, vous verrez les roues sous la forme suivante : |
 |
Il s'agit d'un essieu monté provisoirement sur des axes à un diamètre 0.02 mm plus petit que l'axe définitif, c'est-à-dire ajusté "glissant juste" et donc seulement pour la photo. Avec 150 rayonnages différents, nous ne pourrions pas immobiliser quatre roues de chaque modèle, soit en tout... 6'000 € ! Les roues de nos photos sont donc prêtes à expédier après personnalisation selon votre demande. |
| Pareil en diamètre 26.4 mm : Reste à montrer un montage calage "pour de vrai" ! |
 |
 |
| Il faut décaler les côtés d'un embiellage. La bielle d'accouplement de droite est en avance d'un quart de tour sur la bielle de gauche. Tous les essieux d'un train sont au même angle. Si on en croit certains anglais, l'oeil suffirait ! C'est possible si les rayons sont en nombre pair, c'est illusoire sinon ; en général, je préfère m'en remettre à un outil de montage. Voici le fameux Quarterer Jig de NWSL. On place l'essieu, on visse, on met un maneton en contact du V, on pivote la roue opposée jusqu'à ce que le maneton soit en contact de l'arête opposée. |
 |
Magique, sauf que... - L'axe peut avoir un diamètre quelconque, - Aucune aide pour la distance dos-à-dos, - Les manetons peuvent être divers, - Souvent je n'ai pas de maneton, - Quinze ou vingt sortes de paliers connus, - Que faire quand il y a un énorme pignon, - Cet outil sera vite de guingois. Sauf mon respect pour NWSL, si votre essieu entre, c'est le bon moyen pour avoir des calages différents, des roues de travers et à distances aléatoires ! |
| Le problème du calage, pour nous : - rayonnage bronze, excroissances variables, - effort d'insertion conséquent, - l'axe est variable et le maneton absent, - distance variable de l'axe au maneton, - plusieurs normes de roulement, - interchangeabilité des roues produites qui impose de retrouver l'angle de calage entre deux montages successifs. |
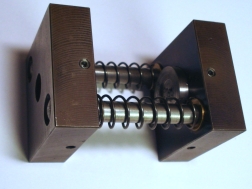 |
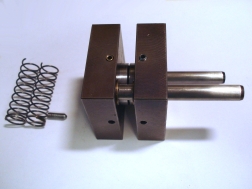
Ce qui n'est déjà pas trop ridicule comme ensemble de contraintes, sans compter celles qui vont de soi : ajustement rapide entre différents diamètres, durabilité etc. La base, c'est une paire de flasques usinés à la pointeuse CNC avec des tolérances assez serrées pour constituer un guidage. Les paliers glissières sont en bronze et les deux colonnes sont des goupilles de 10 mm. |
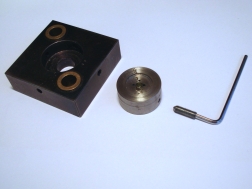
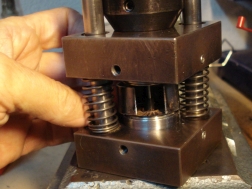
| On voit la presse un peu plus haut : son pas de vis carré possède un angle qui permet au coulisseau de descendre par gravité : intéressant, mais pas pour notre application. Les ressorts équilibrent la presse en position intermédiaire et limitent la fatigue à l'usage. Le choix de base, merci Claude, est de centrer la roue par le bandage (et non par l'alésage) dans une forme interchangeable. La forme, c'est une pastille de 30.00 mm dans son logement usiné piccolo. |
 |
Quatre taraudages des flasques permettent toutes les combinaisons pour installer une vis pointeau, qui retrouve la marque en creux de la pastille utilisée à chaque montage : c'est la référence angulaire. Dans cette pastille, deux entraxes au maneton sont traitées par deux paires d'avant-trous décalés de 90°. Un avant-trou est muni d'une pige qui s'insère dans le taraudage du maneton. |
| Ces piges ont une forme elliptique, peu visible ici, qui encaisse la petite dispersion de distances d'une série de fonderies à l'autre pour une valeur donnée de l'entraxe. Cette forme est donnée en quelques mouvements au disque diamanté. On voit mieux le principe de la référence angulaire par la vis pointeau. |
 |
|
| On se souvient qu'au début de notre série, nous avons fait deux pastilles de 30.00. L'une et l'autre comportent des alvéoles de 24.1 mm d'un côté et 26.4 mm de l'autre. On monte une pastille dans notre pince de 30.00, et l'appareil de fraisage décalé de la distance de l'axe au maneton. Au passage, cette distance de 3.22 mm dans notre cas est égale à la moitié de la course du piston que vous indiquent les bouquins de Villain et dont le modéliste ne sait que faire... |
|
 |
| On monte aussi une roue dans la pastille et on vérifie que les calculs sont justes, et donc que la broche de notre appareil de fraisage est bien alignée sur le maneton. On perce à notre diamètre standard de 1.5 mm sur une longueur connue. Notre broche faisant diviseur, on tourne la pastille d'un quart de tour et on perce de nouveau ! On retourne les pastilles et on fait la même chose de l'autre côté pour le second diamètre. |
 |
|
| Dans un pied d'acier de 1.50 mm, on tronçonne deux piges assez longues pour aller d'une pastille à l'autre. On referme la seconde pastille sur la première : les perçages sont alignés. Une pige suffirait, bien sûr, mais j'aime bien le principe "ceinture et bretelles". |
 |
 |
| On peut donc les installer dans notre outil de presse, dont on appréciera au passage la forme carrée qui aide bien aux alignements. Les ressorts sont bien sûr enlevés pour l'opération, et on retire l'une des vis pointeau. Sur le flasque de gauche, le pointeau est remplacé par un canon de perçage au travers duquel on viendra marquer la position au foret sur la perceuse colonne. |
 |
|
| Canon de perçage en place, on marque une pastille. On enlève le canon, on installe le pointeau de gauche. On retire celui de droite, on met le canon et on marque à droite. On retire le canon de droite et on remet le pointeau de droite. Ouf, c'est fait ! Les flasques sont marqués : un coup de pointeau à droite, deux coups à gauche. Des marques identiques sont frappées sur les pastilles pour accélérer leur remise en place lors de la prochaine opération. |
 |
 |
| Parmi les applications possibles de ces roues, il y a le modèle d'Yves Marly, qui utilise ces paliers. Du coup, on peut mettre cet axe là. |
 |
 |
| Voilà l'opération qui me pose problème : c'est rock and roll, version kamasoutra. Les deux roues sont engagées dans le posage, on installe l'axe avec ses paliers et son éventuel pignon. On bascule le posage et on l'installe sous la presse. On enfile l'entretoise ouverte depuis l'arrière. |
 |
 |
| On la referme, et on donne un coup de presse gentiment mais fermement. Voilà ce qui sort : l'entretoise est légèrement serrée, on la retire. |
 |
 |
| Et voilà, l'essieu est prêt pour contrôle et finition ! |  |
|
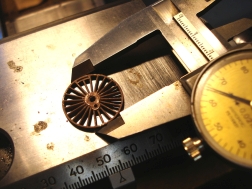
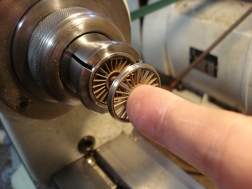
| Au tout début du feuilleton, nous avons usiné un diamètre nominal dans des pinces spéciales, soit 24.1 mm et 26.4 mm. Ces diamètres nous ont servi pour usiner les entretoises de distance dos à dos, donc pendant la phase d'outillage. Ils servent aussi pendant l'une des dernières opérations de la production, la reprise du voilage. Reprise, et non contrôle : en effet, cette opération est systématique. |
 |
|
| On insère l'essieu monté et on le pousse du doigt en fermant la pince de la main gauche. Quand la broche commence à tourner par entraînement dû au couple de serrage, ce couple est suffisant ! Minimum efficace, et non maximum supportable... L'arête de la pince est adoucie pour ne pas marquer, elle touche le bandage exactement au diamètre nominal de la roue. La face externe du bandage est appuyée au fond de la pince et constitue la référence géométrique pour la reprise du voilage. |
 |
|
| L'outil de torture, si un dévoilage est nécessaire : un feuillard de maillechort plié de manière à constituer un appui élastique sans rayer, dans un porte-outil dédié et donc toujours prêt à l'emploi. C'est bien de parler de "roues de qualité" en "bronze fin", encore faut-il évaluer ladite qualité. |
 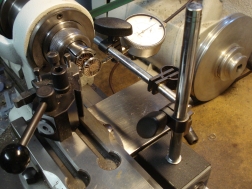 |
Soit neuf causes possibles, et existantes, de voilage. Im - pi - to - ya - ble... Si l'extrême de l'aiguille vers la droite, moins l'extrême à gauche, dépasse un écart de 0.07 mm (70 microns) place à la torture ! En appuyant, on déplacera en fait un peu la bague isolante de la roue qui se trouve dans la pince, par rapport à son bandage car c'est l'emmanchement le moins fort de la chaîne dans cette configuration. Voyons le maximum pour notre essieu cobaye. |
| Verdict : + 0.025 mm. Mais l'important, c'est la différence : voyons le minimum. Verdict : + 0.005 mm. Pas besoin de torture pour cet essieu, comme dirait Claude : c'est pas trop mal... Je vous invite à faire cette mesure sur vos modèles, du Piko au Micro-Metakit. Ensuite, on compare ce qui est comparable ! |
 |
 |
| La cause la plus fréquente de défaut d'isolation sur nos roues, c'est la bavure. Ce n'est pas souvent, mais ça arrive : il peut rester une bavure après l'usinage d'un rayonnage. Je l'enlève quand je la vois, avant de chasser la bague isolante et le bandage, car la bavure ira probablement se loger le long de la bague isolante et créer un voilage. Cependant, tout peut arriver et toutes nos roues sont donc contrôlées électriquement. |
 |
 |
| Père, gardez vous à gauche ! (Philippe le Hardi, 1356) Père, gardez vous à droite ! (Le même Philippe le Hardi, juste après) Ceci dit, vérifiez quand même que le machin fonctionne... |
 |
 |
| Surtout quand on met au point de nouveaux outillages, il arrive que les bandages soient marqués. C'est le cas ici sur plusieurs endroits de chacun des bandages. Lisez un constat d'accident, tout est dit : ne nous fâchons pas, restons polis. J'utilise une pâte à polir en bloc que les horlogers emploient pour les métaux cuivreux : le Dialux Jaune. Avec un polissoir feutre cylindrique et à haute vitesse, je viens caresser le bloc. |
 |
 |
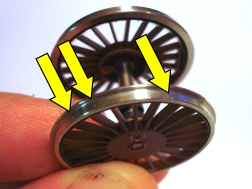
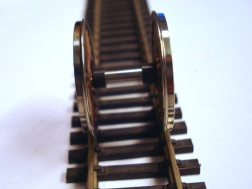
| Je tiens une roue et je polis un quart de la circonférence, puis j'avance d'un quart. Tous les essieux sont contrôlés sous cet angle, mais cette opération est faite au besoin seulement. Jamais d'effort qui pourrait voiler l'essieu ! Cette remarque vaut aussi pour vous, utilisateurs, lors des manipulations et du montage. Enfin, dernier coup d'oeil en enfilade sur un rail : on fait bouger l'essieu. Le moindre voilage se voit parfaitement, à partir de 0.05 mm ! Si c'est le cas, retour à la case Torture... |
 |
 |
| C'est la fin de notre feuilleton. Nous espérons qu'il vous a diverti, étonné, voire parfois amusé ! |
||