Conversion 131 : 1.131TB, l'approche Quadra
| La quadrature du prisonnier... Dans de nombreux cas, la conversion d'une locomotive avec nos roues en normes RP25-88, sans parler du Proto'87 dans ce cas précis, pose deux défis :
|
 |
La grande difficulté est de réussir un montage non voilé dans lequel le décalage angulaire des roues, ou plus simplement "calage", soit identique sur tous les essieux. Une approche consiste à nous confier ce travail, mais hélas nous avons dû y renoncer car nous ne parvenons plus à gérer ce genre de chantier où chaque montage est différent. |
| Une autre approche, ou plutôt une demi-mesure, consiste à vous livrer l'axe monté sur une roue, en vous laissant monter et caler l'autre. Nous travaillons ainsi avec plusieurs d'entre vous, mais il faut bien admettre que la difficulté n'est pas vraiment moindre par rapport à un montage complet. |
 |
Le pis-aller, naturellement, consiste à installer des roues basées sur un axe à portée carrée, tel que les propose Markits à la suite de Romford. Nous écrivons le pis-aller, car il ne nous serait pas possible d'assurer la précision et la durabilité d'un tel emmanchement dans une pièce moulée en bronze. |
| Cela fait longtemps que nous cherchons une solution qui diminue la compétence et l'outillage nécessaire chez le modéliste, tout en assurant une géométrie de qualité, malgré l'immense éventail de problèmes posés par les montages de toute nature que l'on rencontre sur les modèles réduits de locomotive. | ||
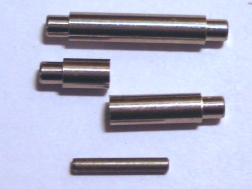
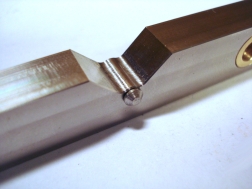
| L'approche Quadra Nous usinons deux de nos axes standard pour que la longueur totale des deux parties soit égale à la longueur de l'axe d'origine. Chaque moitié est dressée, centrée, percée et alésée pour un assemblage sans jeu. Ces deux moitiés sont jointes par une goupille rectifiée, gage de précision. Nous pouvons partir d'axes de 3.18 mm, 3.00 mm, 2.40 mm ou 2.00 mm. |
 |
 |
| Les deux parties sont de longueur inégale pour tenir compte du pignon d'entraînement de nombreux modèles. Que ce pignon soit entré ou non, il se montera toujours sur un seul demi-axe et il suffira d'un moletage, d'une vis pointeau ou de colle pour l'immobiliser. |
 |
 |
| Voici donc comment nous vous expédierons vos roues dans le cas d'un montage Quadra. Les roues sont montées (rayonnage, bague isolante et bandage), et la roue est chassée sur un demi-axe Quadra court ou long. Une goupille est chassée par nos soins dans le demi-axe court, et immobilisée à la Loctite comme la roue proprement dite. Cette approche permet de découpler les deux difficultés classiques de ce montage : nous vous assurons mécaniquement que l'essieu ne sera pas voilé, à vous ensuite d'assurer le calage uniforme de tous vos essieux. Au montage, vous insérez les paliers et le pignon, et vous posez une micro-goutte de Loctite sur la goupille avant de presser les roues l'une contre l'autre en un seul mouvement. Il faudra impérativement presser le centre, donc le bout de l'axe, et non la roue : c'est la condition pour éviter tout voilage. Là aussi, nous allons vous aider... |
 |
|
| Un Quarterer plus adapté Pour notre usage, le Quarterer NWSL présente deux problèmes : il a de la matière là où nous n'en voulons pas, et abime les axes. Tout le bloc central est gênant sauf une fonction : centrer l'axe au niveau horizontal de la pointe du V dans ses mors. Quant aux touches, elles présentent deux excès de matière pour notre application : un tenon de décolletage juste à l'endroit critique, et un diamètre trop important. |
 |
 |
| Modifier les touches est facile, on reprend au tour la face que l'usineur a décolletée du mauvais côté et on crée un grand chanfrein conique qui diminue la face de contact à un diamètre de 2.4 mm. Ainsi, la touche est en contact avec l'axe et non avec la fonderie du rayonnage, ce qui évitera de voiler celle-ci lors du pressage. Du bloc central, on ne conserve que les goupilles qui servent de colonnes de guidage. |
 |
|
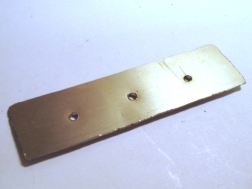
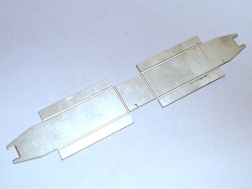
| Maintenant, un peu d'huile de coude... Dans deux chutes de tôle d'inox d'épaisseur 0.5 mm, mesurant approximativement les mêmes dimensions que le bloc central, on trace et on perce l'emplacement des deux axes de colonnes de guidage et l'emplacement de l'axe de l'essieu. On agrandit les trous à la dimension requise et on détoure patiemment les formes utiles à notre application. |
 |
 |
| Montage d'un essieu Quadra Il peut être nécessaire de parfaire le taraudage M1.7 du maneton : pour cela, utiliser un taraud de qualité monté dans un drille à main de qualité aussi. Danger : un taraud ne plie pas, il casse... Ensuite, monter un maneton modifié Apogée dans un porte-outil XActo par exemple, celui dans lequel on insère des lames de scalpel va très bien. |
 |
 |
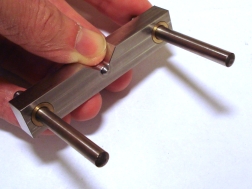
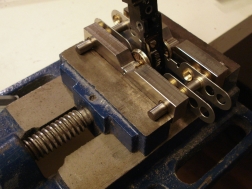
| Poser le Quarterer modifié sur les mors d'un étau de machine, aux mors bien parallèles. Engager légèrement la goupille du demi-axe court dans le demi-axe long, la goupille doit être encore visible, et poser dans le logement des deux tôles de l'outil. Pivoter les deux manetons jusqu'à ce qu'ils soient en contact avec la face arrière du V de gauche, et la face avant du V de droite : votre essieu est calé. |
 |
 |
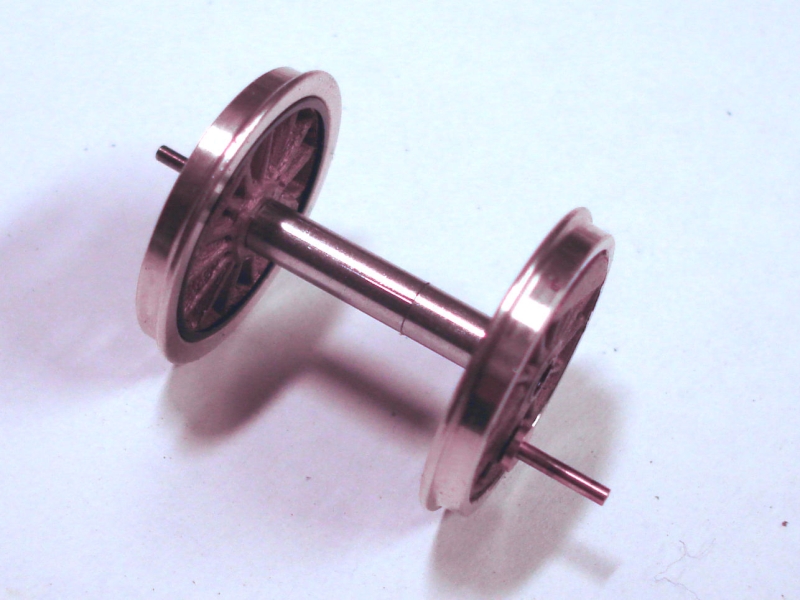
| Déposer une petite goutte de Loctite directement sur la goupille, et presser doucement avec l'étau jusqu'à ce que les deux demi-axes entrent en contact. Seules les touches des deux mors pressent longitudinalement sur l'axe, et sur rien d'autre. Avec la précision de la goupille et de nos usinages, ce pressage n'entraînera aucun voilage notable ! Votre essieu est maintenant tout à fait fonctionnel, et si nous avons illustré ici l'essieu seul, le fait d'ajouter des paliers et un pignon ne changera rien au principe mécanique utilisé. L'utilisation dans un châssis monobloc ne pose aucun problème supplémentaire, mais il peut être nécessaire de déposer la goutte de Loctite avant d'insérer le demi-axe court. Dans notre valeureuse 1.131 TB Hornby c'est bien le cas pour l'essieu menant. On insèrera le demi-axe long pour qu'il tienne le pignon en place, vous le serrerez après, puis le demi-axe court avec sa goutte de Loctite. |
 |
|
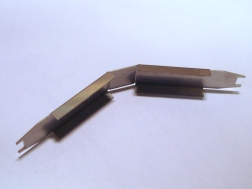
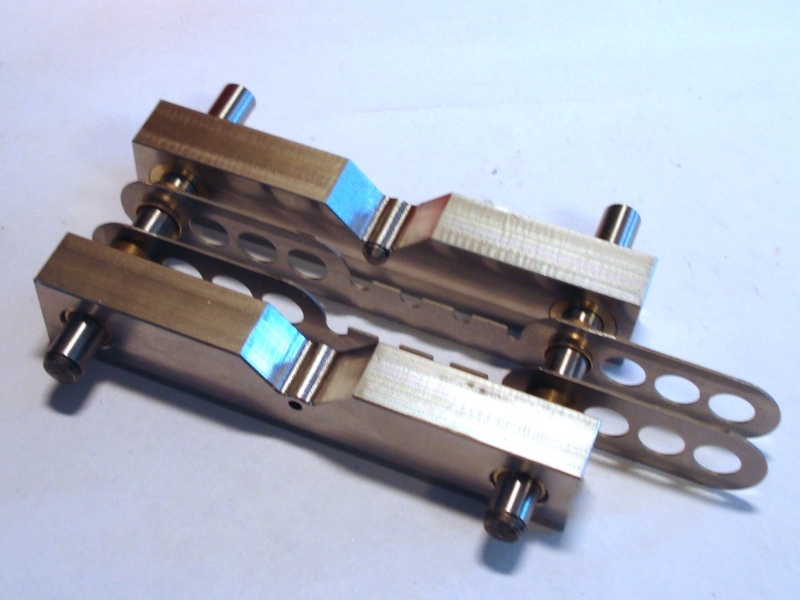
| Prototypage des mors Après passage chez le maraîcher (mon marchand de POM préféré), usinage de mors prototypes. Sur la pièce de droite, les fraisages ne sont pas assez profonds mais c'est bon sur les deux suivantes. Un fraisage prend environ 12 minutes sur ma petite CNC, parfaite pour ce travail. |
 |
 |
| Les goupilles de 6 x 50 m6 sont arrivées. A l'usage, le modèle de série utilisera des goupilles plus longues. Vite fait sur le tour, quelques douilles de laiton. |
 |
 |
| Et voilà le travail ! Le mouvement de l'outil prototype est impeccable. Reste à usiner les touches... Quelques modifications seront apportées sur la version de série. |
 |
|
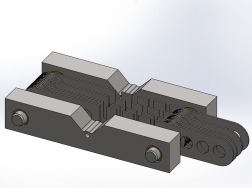
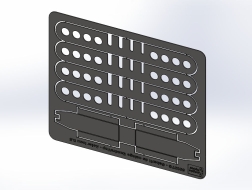
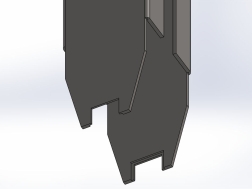
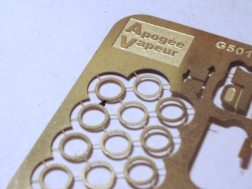
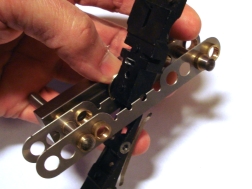
| L'outillage de série Voici le dessin de l'outil que nous vous proposerons sous peu, le temps de recevoir les gravures et les mors usinés. Nous avons prévu quatre plaques pour les différents usages envisagés (essieux Quadra ou standard). Ainsi, plus de problème d'essieu prisonnier ! En bas de la gravure, une petite surprise que nous montrons ci-dessous... |
 |
 |
| Imaginons que vous ayez à monter le réducteur fourni avec notre première version de 3.040 TA : un modèle High-Level Kits d'origine, que nous avons ensuite remplacé par nos propres flancs de réducteur qui n'emprisonnent pas l'axe. Version axe standard : sur les colonnes, vous empilez successivement une alternance de plaques Quadra et de rondelles pour que l'axe appuie sur les plaques. |
 |
 |
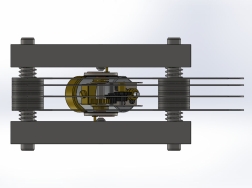
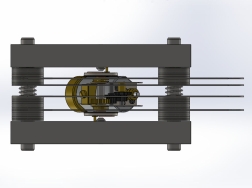
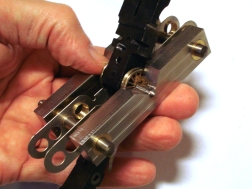
| A gauche, un montage standard : un ressort de part et d'autre de l'empilage de plaques et de rondelles assure que l'empilage soit centré entre les plaques. A droite, montage Quadra : un demi empilage de chaque côté et le ressort plaque cet empilage sur le mors correspondant. Des rondelles de 6 auraient pu se trouver dans notre gravure, mais vous trouverez des rondelles plus avantageuses chez votre quincailler. |
 |
 |
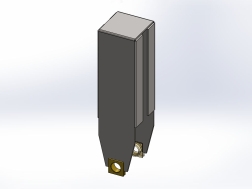
| Surprise : une pince à paliers Isovap Puisque nous lançons une gravure, nous y avons inclus un accessoire auquel nous pensons à chaque fois que nous installons des paliers Isovap dans un châssis... Cette pince est mise en forme en quelques minutes et vous aidera à immobiliser les paliers en position lors de l'insertion d'un essieu sous un châssis. Pas belle, la vie ? |
 |
 |
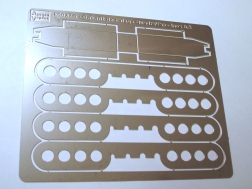
| Gravures de série Les gravures de série étant arrivées aujourd'hui, les essais reprennent. Sur la gravure, deux des quatre plaques présentent des perçages 0.5 mm plus grand, de manière à installer les paliers que nous fourniront dans l'outil final et qui rendent inutiles les ressorts que nous avions envisagés pour maintenir les plaques bien orientées. Il faut finir ces perçages d'un très léger coup de lime ronde pour que ces paliers entrent juste. |
 |
 |
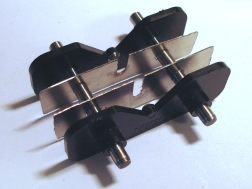
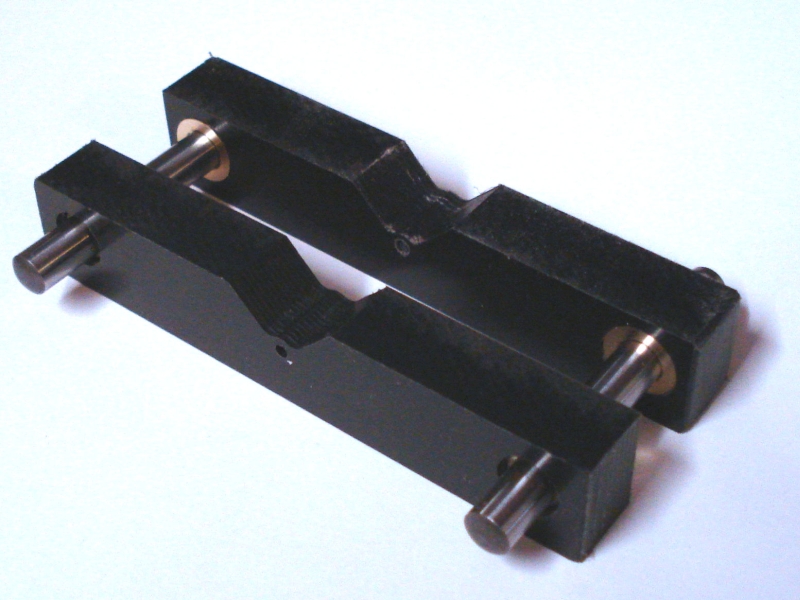
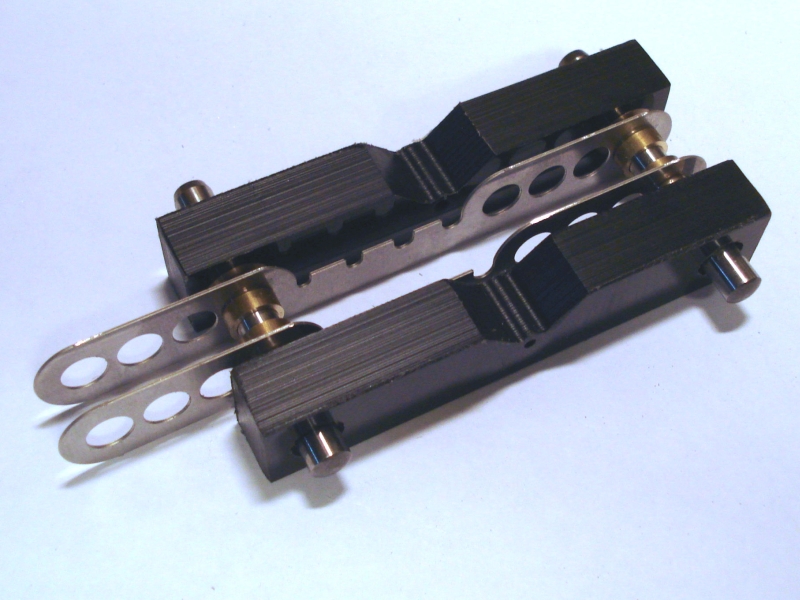
| Voici l'aspect actuel de notre second prototype. Les deux flasques ont maintenant leurs dimensions définitives, ils seront remplacés par une exécution en inox dans deux ou trois semaines. Les colonnes de guidage, matérialisées par des goupilles, seront remplacées par des goupilles un peu plus longues pour assurer qu'elles puissent bien reposer sur les mors de l'étau pendant le mouvement. |
 |
|
| La pince à paliers Comme discuté plus haut, nous avons profité de cette nouvelle gravure en inox pour vous proposer un accessoire qui fait déjà partie, pour moi, de ces outils dont on se demande comment on a pu s'en passer. Cette pince est bien entendu livrée à plat, il faut commencer par la dégrapper, l'ébavurer pour éviter toute blessure et la mettre en forme en pliant selon toutes les marques de pli de la pièce. |
 |
 |
| Les rainures marquant les plis sont comme toujours à l'intérieur. En quelques minutes, vous obtenez cette pince très agréable à utiliser. |
 |
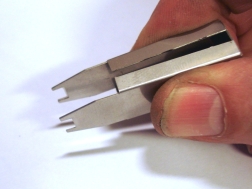 |
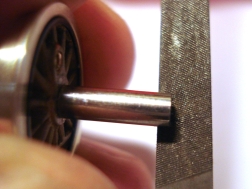
| L'extrémité de la pince est bien entendu conçue pour nos paliers Isovap. On la voit ici en service avec des paliers de la seconde génération, mais la pince fonctionnera aussi avec les paliers de la version 3.0. Special message : Hello Dave, the P87 wheels of your Midi 2000 locomotive kit are on the way ! |
 |
|
| Debout les mors ! Pour l'usinage des mors fraisés CNC, nous avons fait appel à la Fondation Alfaset et à l'un de ses ateliers de production qui emploie des personnes handicapées. |
||
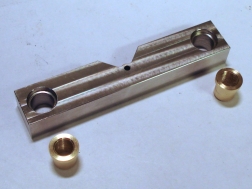
| Voici le résultat : des pièces usinées sur toutes les faces, anglées sur toutes les arêtes, impeccables. Travail parfait, toutes nos félicitations ! Nous usinons les douilles de guidage, qui portent la référence Apogée Vapeur 50039U, et nous les chassons pour vous. |
 |
 |
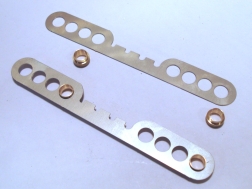
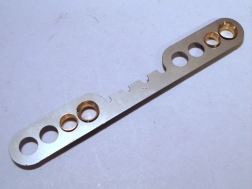
| Les plaques sont tirées de la gravure, les plaques utilisées ici ont un diamètre suffisant pour passer les paliers de guidage, l'autre modèle ne nécessite pas de paliers. Pour que les paliers 50044U restent sur la plaque, nous rivons leur collerette mince : pour ce faire, nous avons frappé par petits coups successifs avec une pointe de tournage. Vous pouvez vous procurer des paliers 50044U supplémentaires ! |
|
 |
| Reste à insérer les deux touches 50043U qui assureront le contact entre le mors et l'essieu en bout d'axe. |  |
 |
Ensuite, insérer successivement :
Maintenant, on se réjouit d'étrenner notre outil ! |
 |
|
Démontages
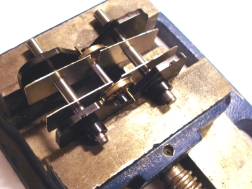
| Voici le chassis de notre client, tel que nous l'avons reçu : captation, motorisation, réducteur et embiellage sont là mais pas la caisse. Nous avons démonté l'essieu menant avant de démarrer ce reportage, on le voit ci-après. Le bloc cylindre doit être démonté, ce qui passe par la destruction du rivet cylindrique qui le maintient en place : on le remplacera par un vissage. |
 |
 |
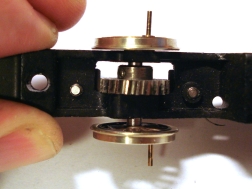
| Bissels de construction classique : l'essieu est prisonnier et les roues sont chassées sur des moletages en bout d'axe. L'essieu menant n'a pas de boudin, il faudra surveiller le jeu latéral des nouveaux essieux pour assurer l'inscription en courbe. Le pignon est serré par vis : attention à ne pas marquer l'axe au remontage. Le chassis est polarisé, l'axe est chassé dans une roue alors que l'autre est isolée par une bague. |
 |
 |
| Une interface à regarder de près : les manetons d'origine et la portée des bielles d'accouplement. Ici, les bielles sont percées à un diamètre de 2.0 mm alors que les manetons ont une portée de diamètre 1.5 mm, soit 0.5 mm de jeu. A l'inverse, la tête du maneton présente un diamètre de 2.4 mm, soit 0.4 mm de retenue. |
 |
 |
Préparations
| Nos paliers de bielle ne vont pas : leur diamètre extérieur est de 2.00 mm ! Nous avons donc ajouté une référence plus large à notre catalogue : ref 90038U. Diamètre intérieur 1.0 mm, compatible avec nos manetons, diamètre de portée de 1.8 mm soit 0.2 mm de jeu, longueur de portée 1.5 mm pour permettre l'inscription en courbe. L'épaulement retient la bielle, diamètre extérieur de 2.4 mm, longueur totale 2.0 mm. Nous avons un stock d'un gramme... |
 |
 |
| Essai des nouveaux paliers : le jeu est réduit de 0.5 mm à 0.2 mm, c'est suffisant. Le jeu d'une bielle d'accouplement unique permet aussi aux essieux de ne pas être dans le même plan horizontal si les essieux sont suspendus, ce qui n'est pas le cas ici. Si l'essieu médian avait un jeu vertical, il serait utile d'ovaliser verticalement la portée médiane. |
 |
|
| Le châssis d'origine étant polarisé, il faut respecter cette caractéristique. La captation doit être modifiée, puisque les roues Apogée Vapeur sont isolées à la jante. Les deux frotteurs sous la forme d'une tôle pliée sur une plaquette en bakélite sont fixés au châssis par deux vis. On formera un fil de bronze phosphoreux, fixé sous la même plaquette par les deux mêmes vis, le fil formant un frotteur sur la face interne du bandage. |
 |
|
| Avant d'essayer chacune de nos roues à blanc, il peut être nécessaire de casser l'angle entre la portée et la face de contact en donnant juste un petit coup de lime comme ici. On essaie l'insertion du pignon et de la roue médiane du côté de la portée de serrage du pignon, avec le demi-axe le plus long : voici pourquoi les deux demi-axes sont différents ! |
 |
 |
| En présentant l'autre demi-axe, on voit bien ici que le bandage d'une roue frôle le flanc du châssis et qu'on risque des court-circuits sévères. Il est donc indispensable d'insérer une rondelle entre le rayonnage (à la polarité du châssis) et le flanc du châssis, pour éloigner le bandage qui est, lui, à la polarité du rail. On tirera des rondelles d'une gravure Isovap, qui sont d'épaisseur 0.3 mm ou 0.15 mm. On en profite pour régler le jeu latéral voulu ! |
 |
 |
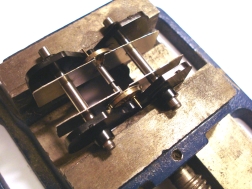
| Le calage proprement dit Pour ce châssis monolithique, utiliser un étau à mors parallèle avec une ouverture entre les deux branches du bâti. Fixer l'étau en porte-à-faux au bord du plan de travail, de manière à passer une partie du châssis entre les deux branches de son bâti. Sur les deux plaques de l'outil, disposer des bagues pour le logement de 3.0 mm. Ici, deux bagues sont juste insérées dans les seconds trous de guidage de la plaque. |
 |
 |
| Démonter l'outil de calage, en laissant les deux colonnes sur l'un des mors. Monter une plaque avec le bon logement, ici 3.0 mm, face à la touche. Placer la roue munie d'un demi-axe long. Placer au besoin la ou les rondelles de réglage de jeu et l'éventuel palier. Si vous devez chasser un pignon, placer le second mors, l'outil dans l'étau et chasser le pignon puis revenez à l'état de la photo. Ici nous n'avons que la rondelle d'espacement. |
 |
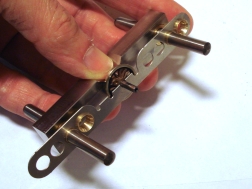 |
| Placer le châssis avec l'axe dans le fond de son logement dans la première plaque. Insérer la seconde plaque sur l'une des colonnes, ici celle du fond, en veillant à sa bonne orientation. Coulisser la colonne de devant pour qu'elle dépasse juste un peu de la première plaque. Pivoter la seconde plaque, second guidage face à la colonne de devant, coulisser la colonne de devant (image ci-dessous). |
 |
 |
| Sur la seconde roue, insérer la ou les rondelle(s) d'espacement et l'éventuel palier. Déposer sur un support lisse une goutte de Loctite verte 603, ou d'une colle équivalente que vous maîtrisez bien. Avec la pointe d'un scalpel ou d'une aiguille, d'un mouvement sur toute la circonférence, encoller la goupille de 1.5 mm près de la face du demi-axe. Insérer la roue en engageant un peu la goupille. |
 |
 |
| Insérer le second mors. Placer l'ensemble sur l'étau, en louvoyant un peu avec le châssis pour qu'il traverse les deux branches de la base de l'étau. |
 |
 |
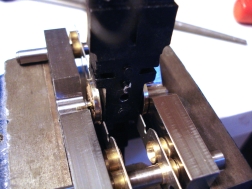
| Poser l'outil dans l'étau, colonnes en contact sur la face supérieure des mors de l'étau. Le geste de calage proprement dit intervient maintenant ! Plaquer le maneton de devant vers la face de droite du V dans le mors de devant, plaquer le maneton arrière dans la face de gauche du mors arrière. Visser l'étau pour presser doucement la roue jusqu'au contact entre les deux demi-axes. Bravo, c'est fait ! |
 |
 |